21 cycles de dégagements, Cycle de dégagement g85 – HEIDENHAIN SW 54843x-02 DIN Programming Manuel d'utilisation
Page 308
308
Programmation DIN
4.21 Cy
cles de dég
a
g
e
ments
4.21 Cycles de dégagements
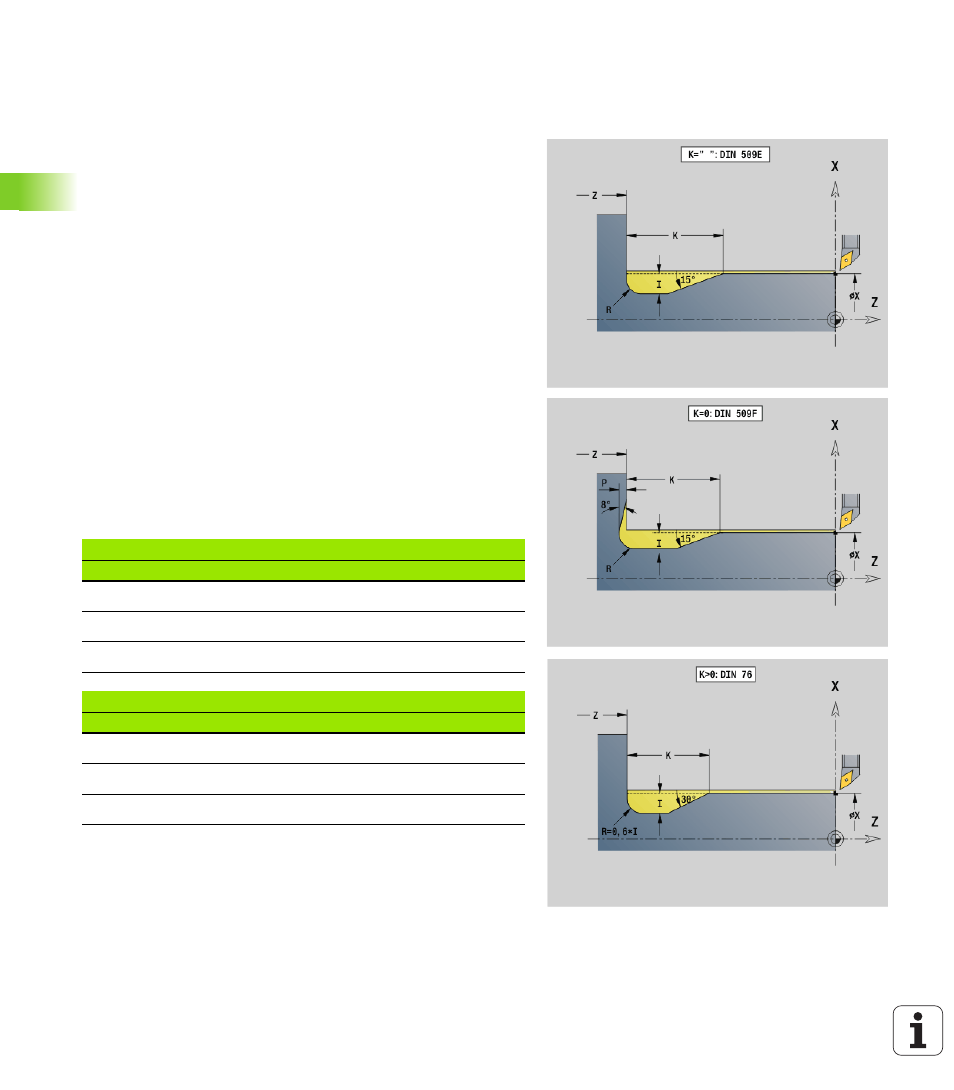
Cycle de dégagement G85
G85 réalise des dégagements selon DIN 509 E, DIN 509 F et DIN 76
(dégagements de filetage).
G85 usine le cylindre situé avant le dégagement si vous positionnez
l'outil au diamètre X „avant“ le cylindre.
Les arrondis du dégagement de filetage sont exécutés avec le rayon
0,6 * I.
I = Profondeur du dégagement
K = Largeur du dégagement
R = Rayon du dégagement
P = Profondeur transversale
Angle du dégagement
pour dégagement DIN 509 E et F: 15°
Angle transversal
pour dégagement DIN 509 F: 8°
Paramètres
X
Point-cible (cote au diamètre)
Z
Point d'arrivée
I
Profondeur (cote de rayon)
DIN 509 E, F: Surépaisseur de finition (par défaut: 0)
DIN 76: Profondeur du dégagement
K
Largeur du dégagement et type de dégagement
K Pas d'introduction: DIN 509 E
K=0: DIN 509 F
K>0: Largeur du dégagement pour DIN 76
E
Avance réduite pour l'usinage du dégagement (par défaut:
Avance active)
Paramètres pour le dégagement DIN 509 E
Diamètre
I
K
R
<= 18
0,25
2
0,6
> 18 – 80
0,35
2,5
0,6
> 80
0,45
4
1
Paramètres pour le dégagement DIN 509 F
Diamètre
I
K
R
P
<= 18
0,25
2
0,6
0,1
> 18 – 80
0,35
2,5
0,6
0,2
> 80
0,45
4
1
0,3