HEIDENHAIN SW 54843x-02 DIN Programming Manuel d'utilisation
Page 507
HEIDENHAIN MANUALplus 620, CNC PILOT 640
507
6.6 Déplacements linéair
es et cir
c
ulair
es ax
es Y
Fraisage : déplacement circulaire G12, G13 –
cotation du centre en absolu
G12/G13 interpolation circulaire en avance travail jusqu'au „point
final".
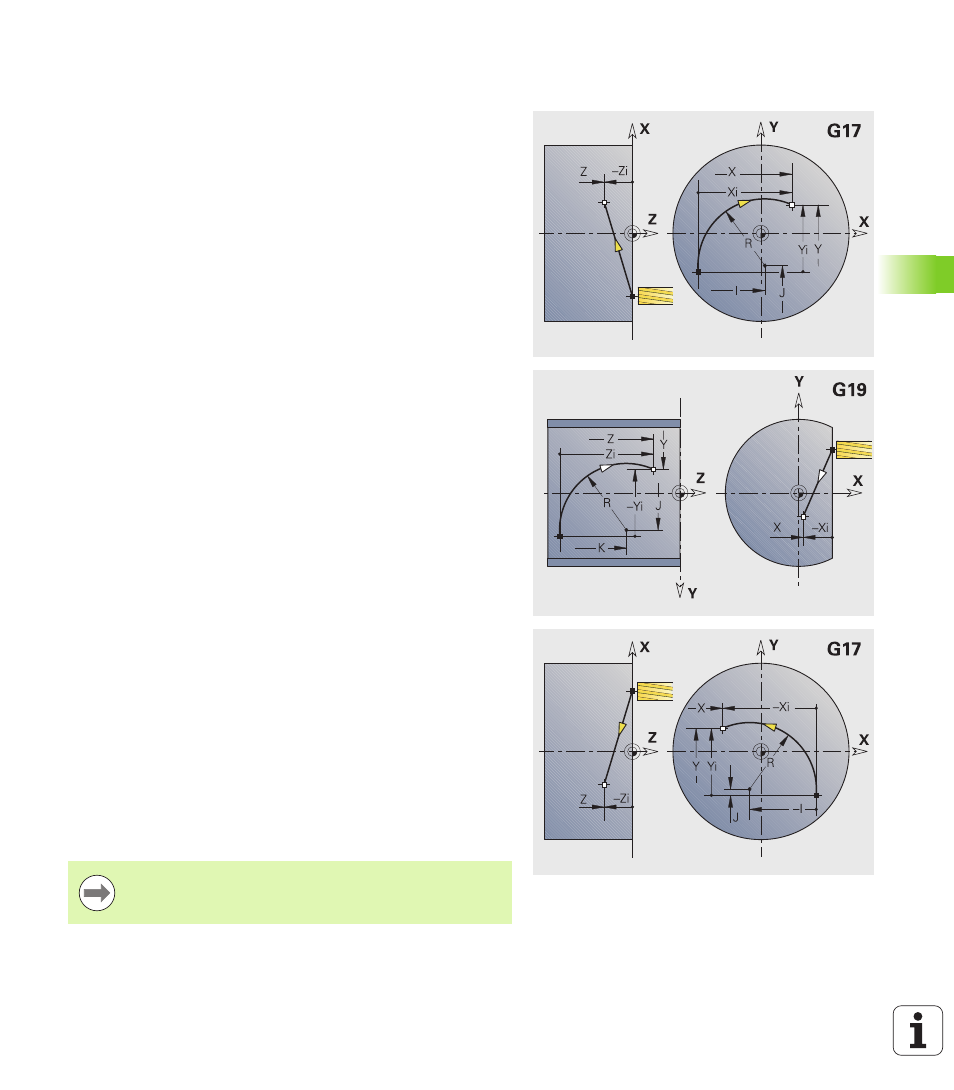
G12/G13 sont exécutées en fonction du plan d'usinage:
G17 Interpolation dans le plan XY
Plongée dans le sens Z
Définition du centre : avec I, J
G18 Interpolation dans le plan XZ
Plongée dans le sens Y
Définition du centre : avec I, K
G19 Interpolation dans le plan YZ
Plongée dans le sens X
Définition du centre : avec J, K
Si le centre du cercle n'a pas été programmé, la Commande calcule le
centre correspondant à l'arc de cercle le plus court.
Paramètres
X
Point final (cote de diamètre)
Y
Point final
Z
Point final
I
Centre absolu (cote de rayon)
J
Centre absolu
K
Centre absolu
R
Rayon
Q
Point d'intersection. Point final lorsque la droite coupe un arc
de cercle (par défaut: 0):
Q=0: Point d'intersection proche
Q=1: Point d'intersection éloigné
B
Chanfrein/arrondi. Définit la transition vers l'élément de
contour suivant. Programmez le point final théorique si vous
indiquez un chanfrein/arrondi.
aucune introduction : raccordement tangentiel
B=0: Raccordement non tangentiel
B>0: Rayon de l'arrondi
B<0: Largeur du chanfrein
E
Facteur d'avance spéciale pour le chanfrein/arrondi (par défaut:
1)
Avance spéciale = avance active * E (0 < E <= 1)
Programmation X, Y, Z
: en absolu, en incrémental,
modal ou „?“