Cycles d'usinage, 1 pr ogr ammation selon din/iso – HEIDENHAIN SW 54843x-02 DIN Programming Manuel d'utilisation
Page 189
HEIDENHAIN MANUALplus 620, CNC PILOT 640
189
4.1 Pr
ogr
ammation selon DIN/ISO
Cycles d'usinage
HEIDENHAIN conseille de programmer un cycle d'usinage en
respectant les étapes suivantes:
Installer l'outil
Définir les données de coupe
Positionner l'outil en dehors de la zone d'usinage
Définir la distance de sécurité
Appel du cycle
Dégager l'outil
Aborder le point de changement d'outil
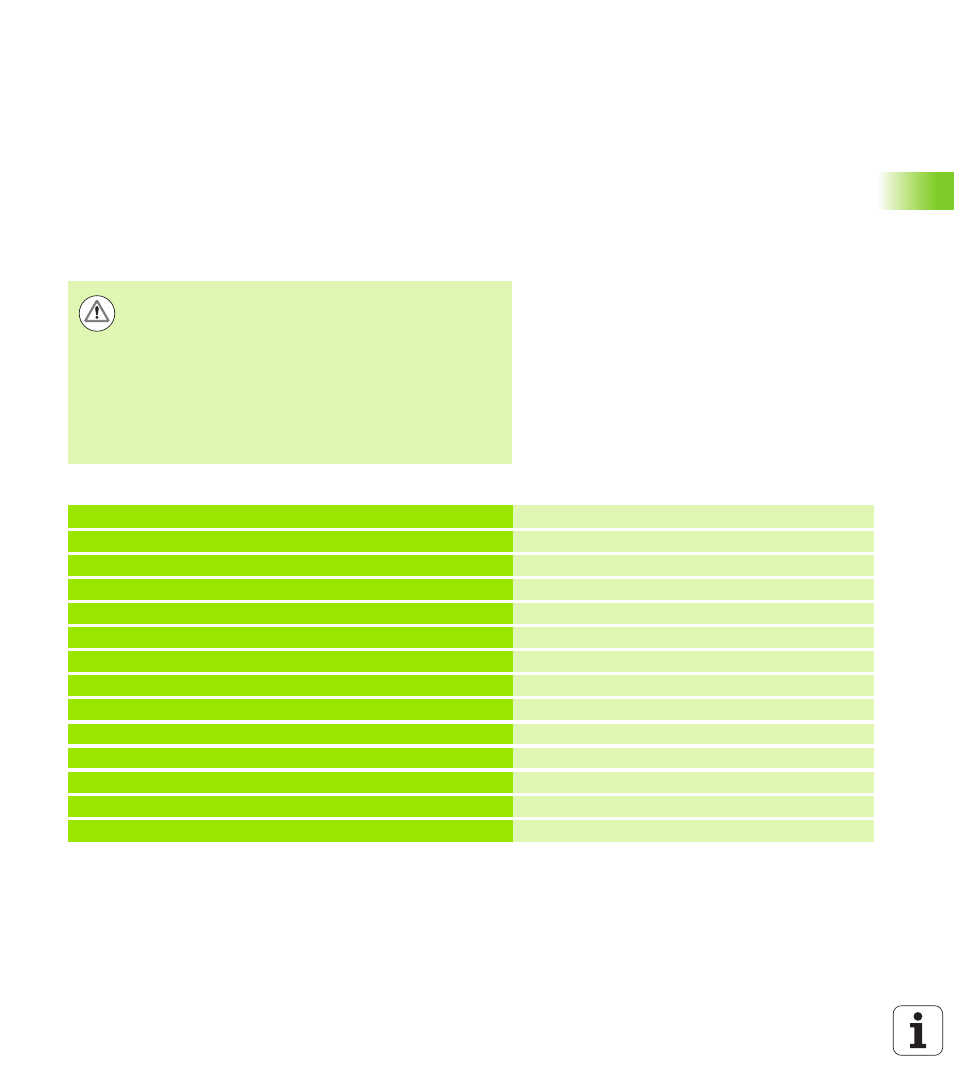
Structure typique d'un cycle d'usinage
Attention, risque de collision!
Remarques lors de la suppression des phases de
programmation des cycles dans le cadre de l'optimisation:
Une avance spéciale reste active jusqu'à la prochaine
commande d'avance (exemple: Avance de finition dans
les cycles de gorges).
Certains cycles retournent en diagonale au point de
départ si vous utilisez la programmation standard
(exemple: cycles d'ébauche).
. . .
USINAGE
N.. G59 Z..
Décalage du point zéro
N.. G26 S..
Définir la limite de vitesse de rotation
N.. G14 Q..
Aborder le point de changement d'outil
. . .
N.. T..
Installer l'outil
N.. G96 S.. G95 F.. M4
Définir les données technologiques
N.. G0 X.. Z..
Prépositionnement
N.. G47 P..
Définir la distance de sécurité
N.. G810 NS.. NE..
Appel du cycle
N.. G0 X.. Z..
Si nécessaire, dégager l'outil
N.. G14 Q0
Aborder le point de changement d'outil
. . .