18 définitions de contour dans la section usinage, Fin de cycle/contour simple g80 – HEIDENHAIN SW 54843x-02 DIN Programming Manuel d'utilisation
Page 288
288
Programmation DIN
4.1
8
Définitions de cont
our
dans la section Usinag
e
4.18 Définitions de contour dans la
section Usinage
Fin de cycle/contour simple G80
G80 (avec paramètre) décrit un contour constitué de plusieurs
éléments dans une séquence CN. G80 (sans paramètre) clos une
définition de contour directement après un cycle.
IC et KC sont utilisés par la commande en interne, pour représenter
les cycles Chanfrein/Arrondi.
Exemple : G80
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G810 P3
N4 G80 XS60 ZS-2 XE90 ZE-50 BS3 BE-2 RC5
N5 ...
N6 G0 X85 Z2
N7 G810 P5
N8 G0 X0 Z0
N9 G1 X20
N10 G1 Z-40
N11 G80
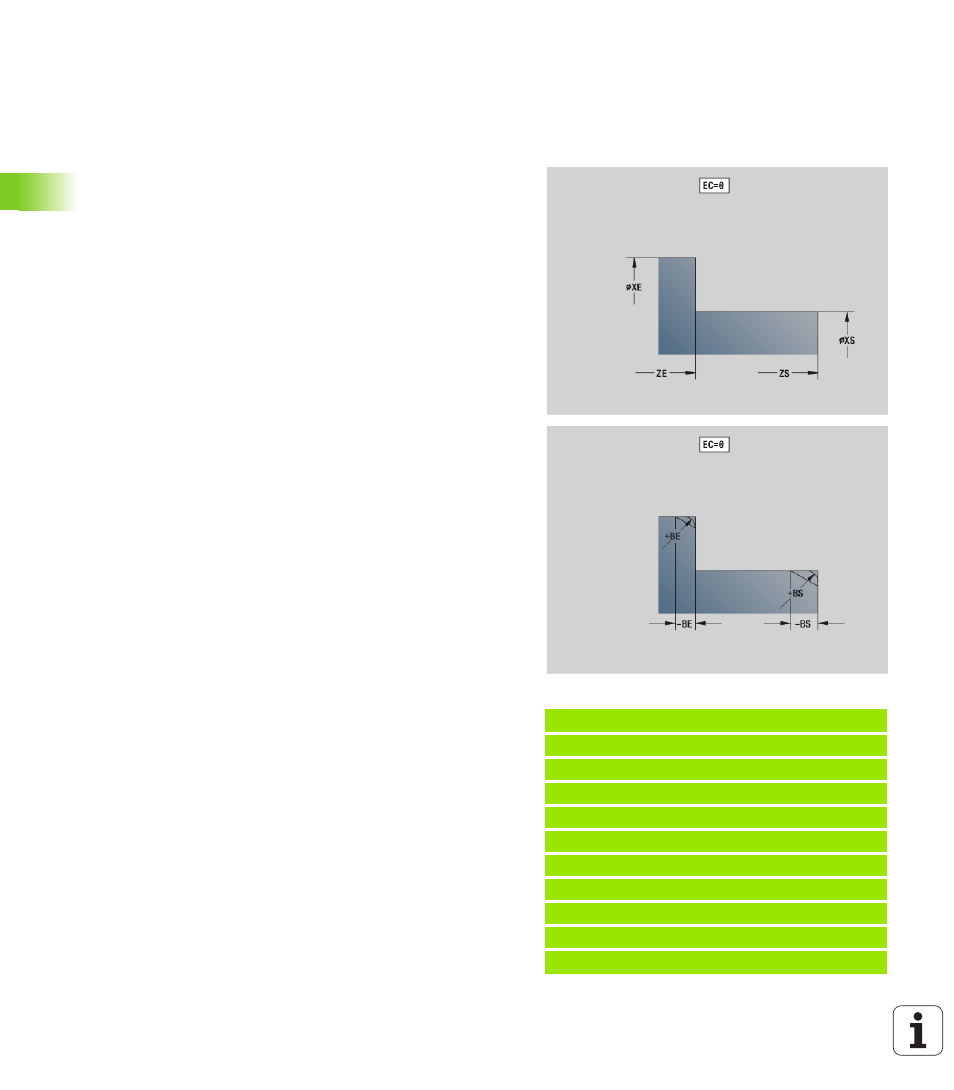
Paramètres
XS
Point initial du contour X (Cote de diamètre)
ZS
Point initial du contour Z
XE
Point final du contour X (Cote de diamètre)
ZE
Point final du contour Z
AC
Angle 1er élément (zone: 0°<=AC<90°)
WC Angle 2 ème élément (zone: 0°<=AC<90°)
BS
Chanfrein/arrondi au point de départ
WS
Angle pour chanfrein au point de départ
BE
Chanfrein/arrondi au point final
WE
Angle pour chanfrein au point final
RC
Rayon
IC
Largeur du chanfrein
KC
Largeur du chanfrein
JC
Version (voir programmation des cycles)
0: contour simple
1: contour étendu
EC
Contour en plongée
0: contour montant
1: contour en plongée
HC
Sens du contour pour la finition:
0: Longitudinal
1: Transversal