HEIDENHAIN SW 54843x-02 DIN Programming Manuel d'utilisation
Page 266
266
Programmation DIN
4.1
7
Cy
cles de t
our
nag
e
se référ
a
nt à un cont
our
Paramètres
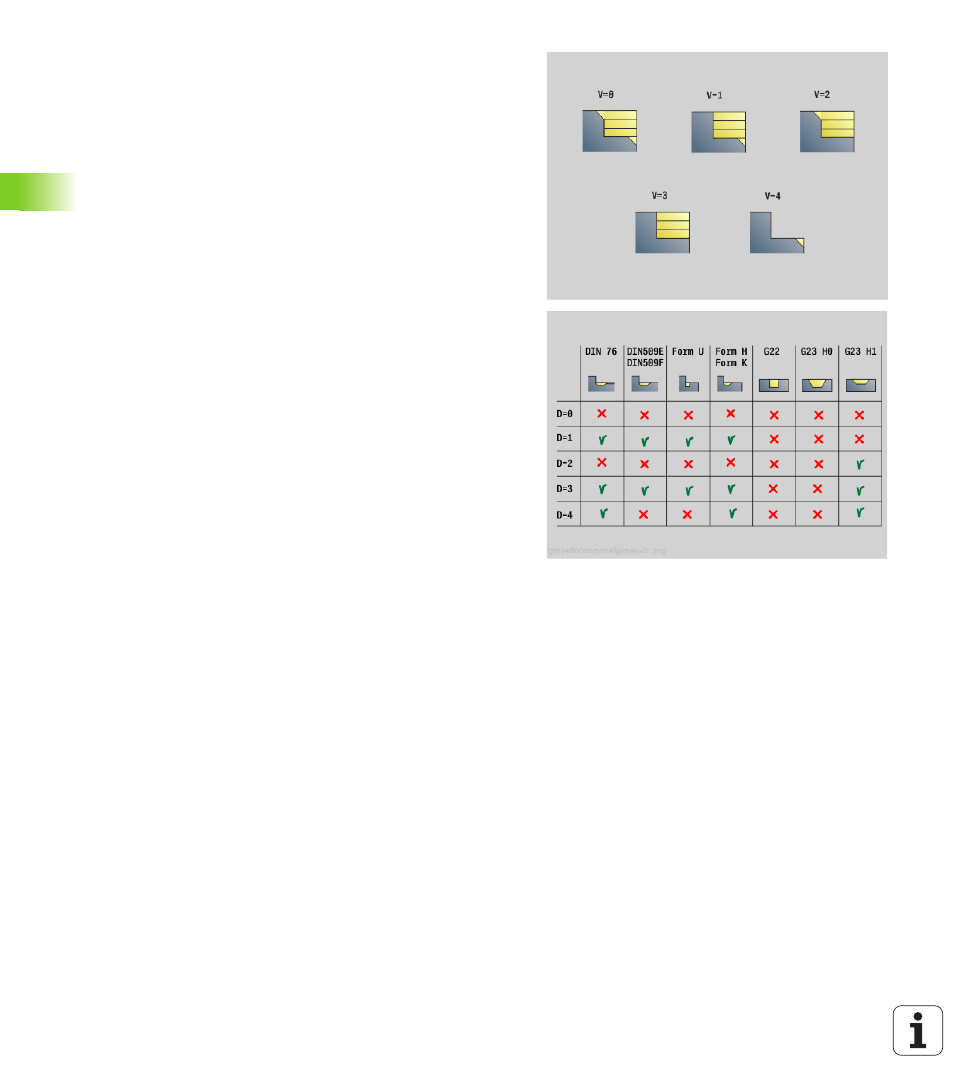
V
Identification début/fin (par défaut: 0) Un chanfrein/arrondi
est usiné:
0: Au début et à la fin
1: Au début
2: A la fin
3: Aucun usinage
4: Usinage d'un chanfrein/arrondi – Pas l'élément de base
(condition: Section de contour avec un élément)
D
Masquer les éléments (voir figure)
O
Masquer la contre-dépouille
0 : les contre-dépouilles sont usinées.
1 : les contre-dépouilles ne sont pas usinées.
B
Avance chariots pour usinage 4 axes (pour l'instant non
disponible)
XA, ZA Point initial pièce brute (actif seulement, si aucune pièce
brute n'a été programmée):
XA, ZA non programmés: Le contour de la pièce brute est
calculé à partir de la position d'outil et du contour ICP.
XA, ZA programmés: Définition du coin du contour de la
pièce brute.