2 units – ebauc he – HEIDENHAIN SW 54843x-02 DIN Programming Manuel d'utilisation
Page 69
HEIDENHAIN MANUALplus 620, CNC PILOT 640
69
2.2 Units – Ebauc
he
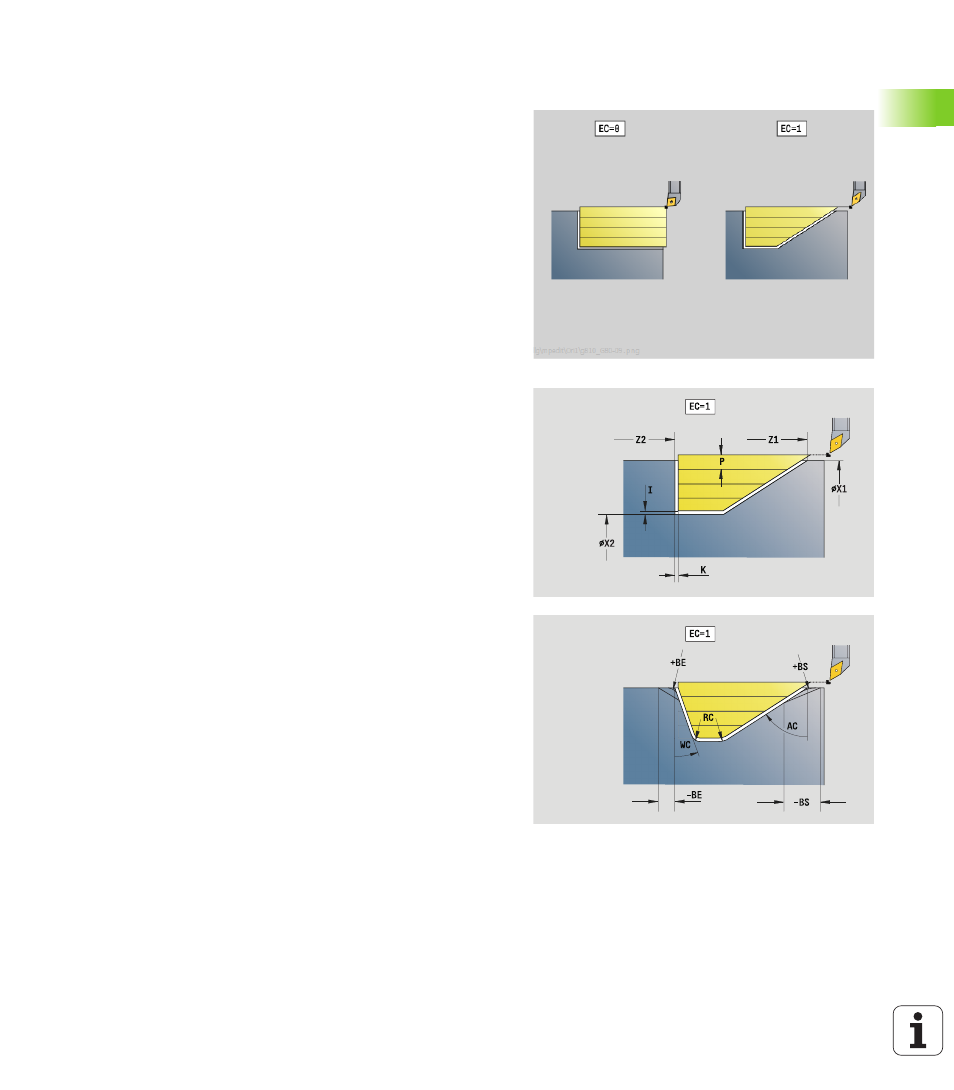
Unit „Ebauche longitudinale, introduction
directe du contour“
L'unit usine le contour défini avec les paramètres. Dans EC, vous
définissez s'il s'agit d'un contour "normal" ou d'un contour en plongée.
Nom de l'unit : G810_G80 / cycle : G810 (voir à la page 265)
Accès à la banque de données technologiques
Mode d'usinage : ébauche
Paramètres variables : F, S, E, P
Formulaire Contour
EC
Type de contour
0: Contour normal
1: Contour en plongée
X1, Z1
Premier point du contour
X2, Z2
Point final du contour
RC
Arrondi: Rayon dans les angles du contour
AC
Angle initial: Angle du premier élément du contour
(plage: 0° < 90°)
WC
Angle final: Angle du dernier élément du contour
(plage: 0° < 90°)
BS
–Chanfrein/+arrondi au début:
BS>0: Rayon de l'arrondi
BS<0: Longueur du chanfrein
BE
–chanfrein/+arrondi à la fin
BE>0: Rayon de l'arrondi
BE<0: Longueur du chanfrein
BP
Durée de pause: durée de l'interruption du mouvement
d'avance pour briser le copeau.
BF
Durée d'avance: Intervalle de temps jusqu'à l'exécution de
la pause suivante. L'interruption du mouvement d'avance
permet de briser le copeau.
Formulaire cycle
P
Plongée max.
I, K
Surépaisseur dans le sens X, Z (I: cote au diamètre)
E
Comportement de plongée
E > 0 : avance de plongée pour l'usinage d'éléments de
contour plongeants. Les éléments de contour
plongeants sont usinés.
Pas d'introduction de données : l'avance de plongée est
réduite (au maximum de 50%) pour l'usinage d'éléments
de contour plongeants. Les éléments de contour
plongeants sont usinés.
H
Lissage du contour
0: le long du contour après chaque passe (dans la limite
de la passe)
1: lissage du contour après la dernière passe (contour
entier); dégage l'outil à 45°
2: pas de lissage du contour; dégage l'outil à 45°
Autres formulaires :