Alésage, lamage g72, 22 cy cles de perçag e – HEIDENHAIN SW 54843x-02 DIN Programming Manuel d'utilisation
Page 319
HEIDENHAIN MANUALplus 620, CNC PILOT 640
319
4.22 Cy
cles de perçag
e
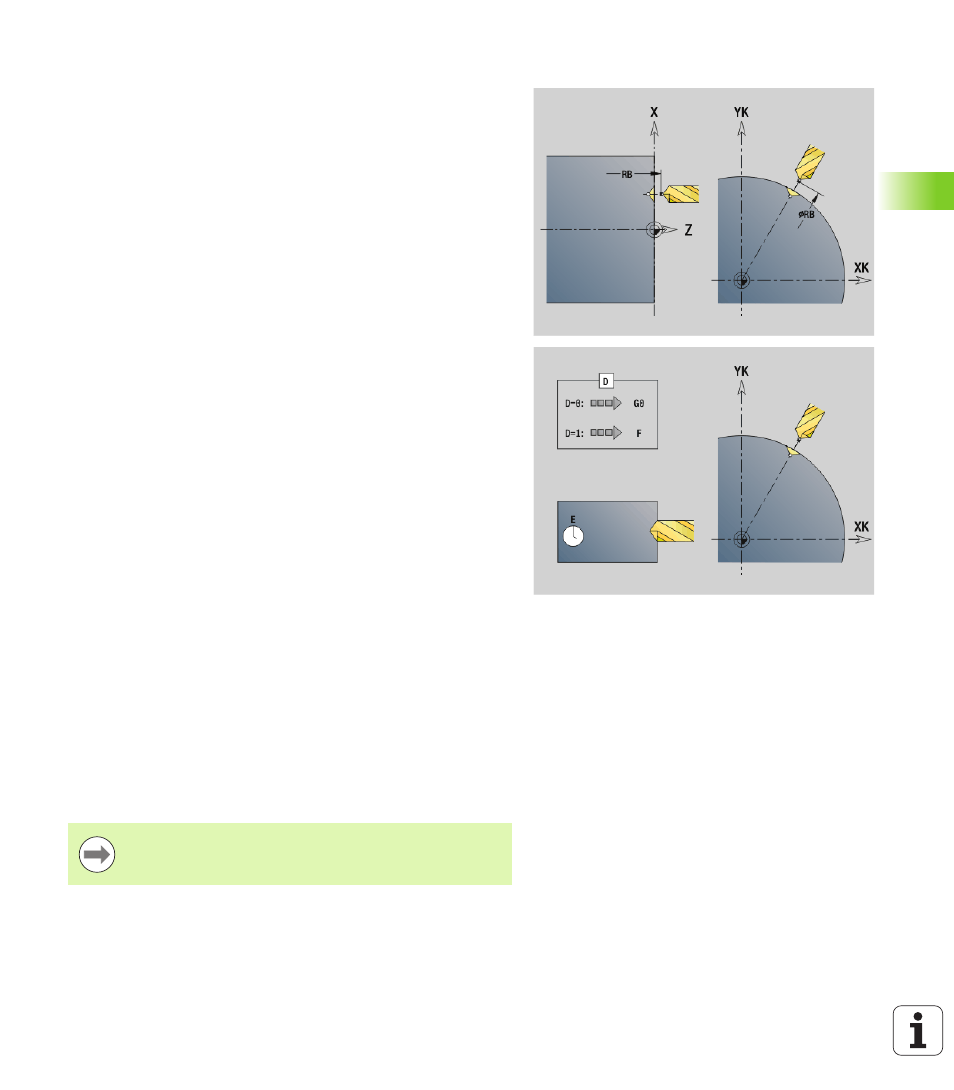
Alésage, lamage G72
G72 est utilisé pour des perçages avec définition de contour (perçage
unique ou modèle de trous). Utilisez G72 pour réaliser les fonctions
suivantes de perçage axial/radial à l'aide d'outils fixes ou tournants:
Alésage
Lamage
Alésage à l'alésoir
Pointage CN
Centrage
Paramètres
ID
Contour de perçage – Nom de la définition du perçage
NS
Numéro de séquence du contour. Référence au contour du
perçage (G49, G300 ou G310 Géo)
E
Temporisation brise-copeaux en fin de perçage (en secondes)
– (par défaut: 0)
D
Mode de retrait (par défaut: 0)
0: Avance rapide
1 Avance d'usinage
BS
Numéro de l'élément, début (Numéro du premier perçage à
usiner d'un modèle)
BE
Numéro de l'élément, fin (Numéro du dernier perçage à usiner
d'un modèle)
H
Frein (de broche) inactif (par défaut: 0)
0: Frein de broche actif
1: Frein de broche Inactif
Mode opératoire du cycle
1
En fonction de „RB“, aborde le „point de départ“ en avance
rapide:
RB non programmé: Déplacement à la distance de sécurité
RB programmé: Déplacement à la position „RB“, puis à la
distance de sécurité
2
Pointage avec réduction de l'avance (50 %).
3
Se déplace en avance d'usinage jusqu'au fond du trou.
4
Retrait en fonction de „D“ en avance rapide/avance d'usinage.
5
La position de retrait dépend de „RB“:
RB non programmé: Retrait au „point de départ“
RB programmé: Retrait à la position „RB“
Modèle de perçage: „NS“ indique le contour du perçage
et non la définition du modèle.