Finition de fraisage multi-pans g844, 7 cy cles de fr aisag e ax e y – HEIDENHAIN SW 54843x-02 DIN Programming Manuel d'utilisation
Page 511
HEIDENHAIN MANUALplus 620, CNC PILOT 640
511
6.7 Cy
cles de fr
aisag
e
ax
e Y
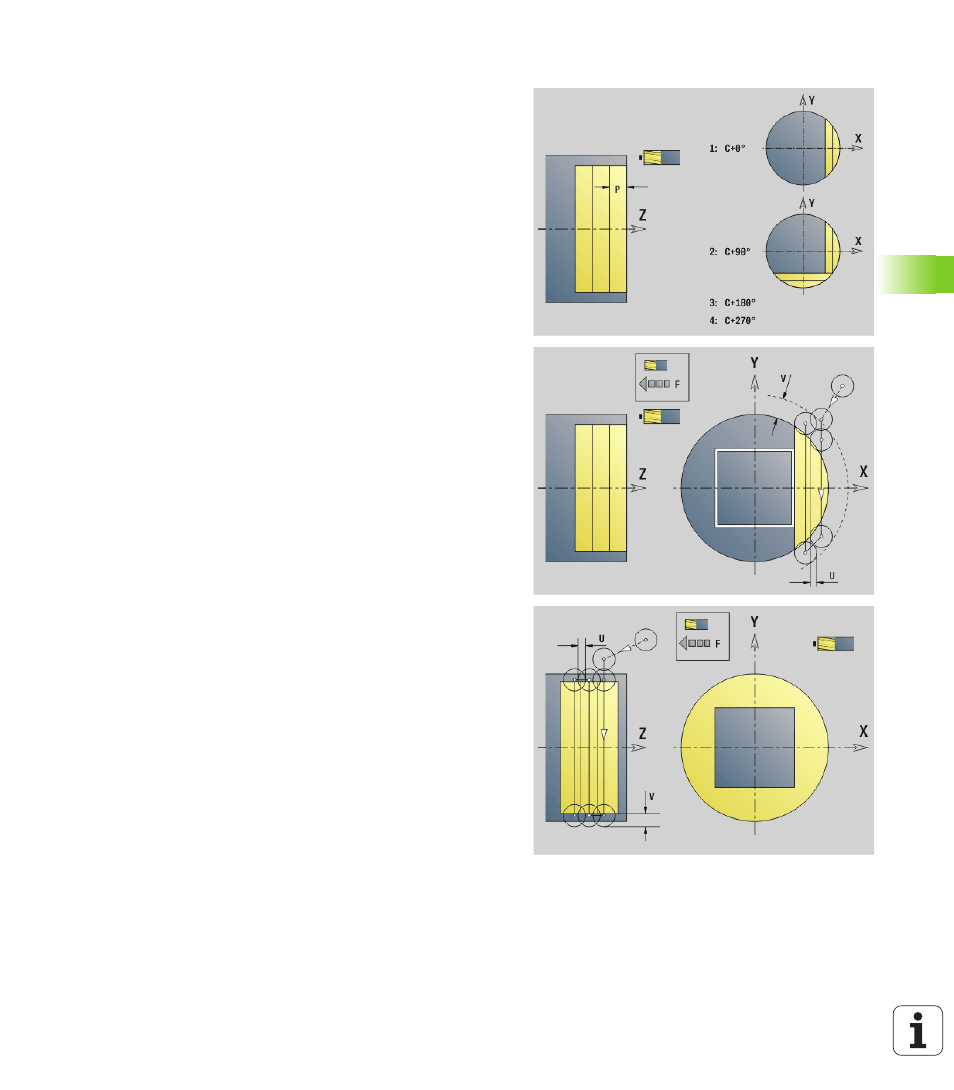
Finition de fraisage multi-pans G844
G844 exécute la finition de fraisage multi-pans avec G477 Géo (plan
XY) ou G487 Géo (plan YZ). Le cycle fraise de l'extérieur vers
l'intérieur. La prise de passe a lieu en dehors de la matière.
Paramètres
ID
Contour de fraisage – Nom du contour à fraiser
NS
Numéro de séquence – Référence à la définition du contour
P
Profondeur de fraisage (Passe max. dans le plan)
H
Mode de fraisage se référant à l'usinage des flancs (par
défaut : 0)
H = 0 : usinage en opposition
H = 1 : usinage en avalant
U
Facteur de recouvrement (min.). Définit le recouvrement des
trajectoires de fraisage (par défaut : 0,5).
Recouvrement = U*diamètre de la fraise
V
Facteur de dépassement. Définit la valeur du dépassement du
rayon extérieur par la fraise (par défaut : 0,5).
Dépassement = V*diamètre de la fraise
F
Avance de plongée pour plongée en profondeur (par défaut :
avance active)
RB
Plan de retrait (par défaut : retour à la position initiale)
Plan XY : position de retrait dans le sens Z
Plan YZ : position de retrait dans le sens X (cote de diamètre)
Mode opératoire du cycle
1
La position initiale (X, Y, Z, C) correspond à la position avant le
cycle.
2
Calcul de la répartition des passes (passe dans le plan, passe en
profondeur) et des positions de la broche
3
Rotation de la broche à la première position, déplacement de la
fraise à la distance d'approche et plongée à la première
profondeur
4
Fraisage d'un niveau
5
L'outil revient à la distance d'approche, accoste et plonge pour
assurer la profondeur de fraisage suivante.
6
Répétition de 4...5 jusqu'à ce que toute la surface soit usinée
7
Rétraction de l'outil au "plan de retrait J", rotation de la broche à la
position suivante, déplacement de la fraise à la distance
d'approche et plongée au premier plan de fraisage du pan suivant
8
Répète 4...7 jusqu'à ce que le multi-pans soit usiné entièrement
9
Rétraction de l'outil au „plan de retrait RB“