HEIDENHAIN SW 54843x-02 DIN Programming Manuel d'utilisation
Page 285
HEIDENHAIN MANUALplus 620, CNC PILOT 640
285
4.1
7
Cy
cles de t
our
nag
e
se référ
a
nt à un cont
our
En fonction de la définition de l'outil, La Commande reconnaît s'il s'agit
d'une opération d'usinage extérieure ou intérieure.
Les dégagements sont usinés s'ils ont été programmés et si la
géométrie de l'outil le permet.
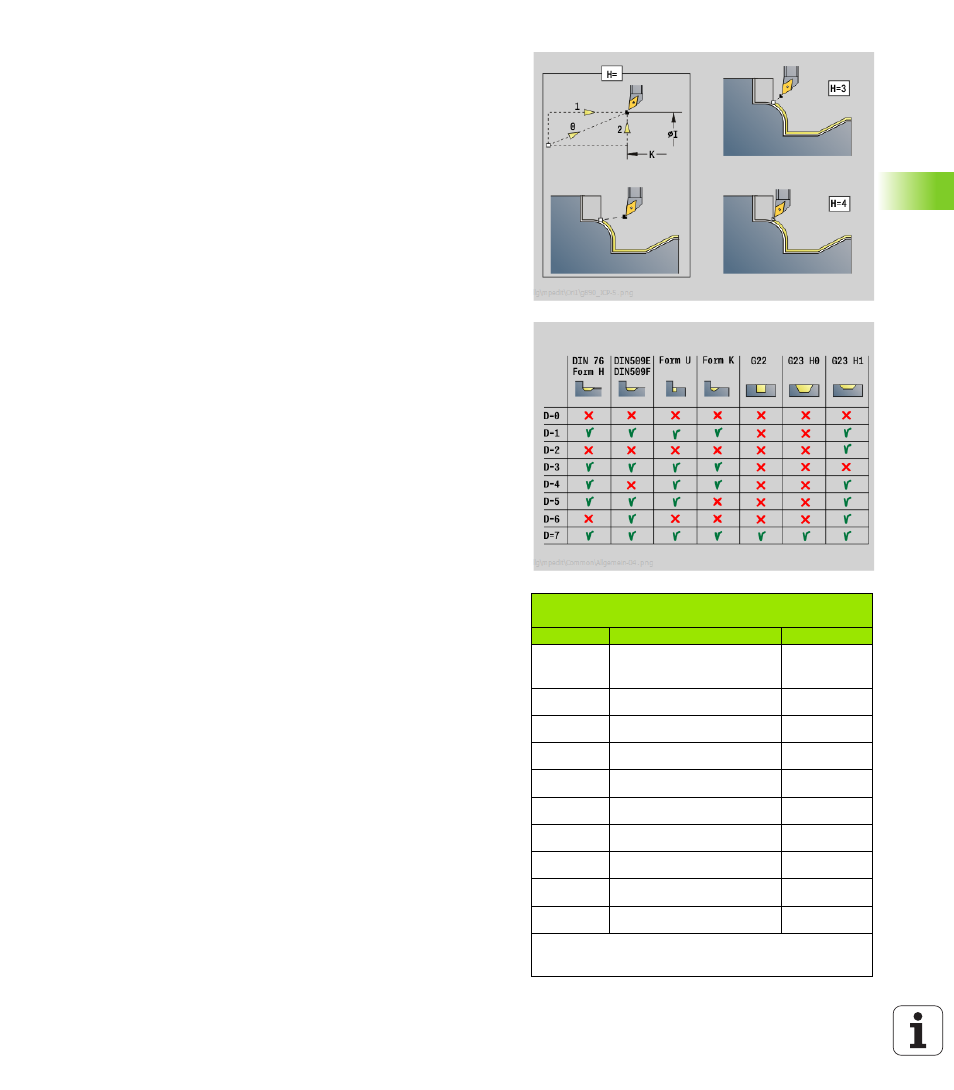
Codes de masquage pour gorges et
dégagements
Appel G
Fonction
Code D
G22
Gorge de joint
d'étanchéité
512
G22
Gorge de Circlips
1.024
G23 H0
Gorge, forme générale
256
G23 H1
Dégagement
2.048
G25 H4
Dégagement de forme U 32 768
G25 H5
Dégagement de forme E 65 536
G25 H6
Dégagement de forme F 131 072
G25 H7
Dégagement de forme G 262 744
G25 H8
Dégagement de forme H 524 288
G25 H9
Dégagement de forme K 1 048 576
Additionnez les codes pour masquer plusieurs
éléments.
Paramètres
H
Type de dégagement (par défaut: 3) L'outil est dégagé à 45°
dans le sens inverse de l'usinage et se déplace de la manière
suivante à la position „I, K":
0: diagonale
1: D'abord sens X, puis Z
2: D'abord sens Z, puis X
3: Reste à la distance de sécurité
4: Pas de dégagement – L'outil reste à la coordonnée finale
5: En diagonale à la position d'outil d'avant le cycle
6: D'abord X, puis Z à la position d'outil d'avant le cycle
7: D'abord Z, puis X à la position d'outil d'avant le cycle
X
Limite d'usinage (cote de diamètre) – (par défaut: Pas de limite
d'usinage)
Z
Limite d'usinage (par défaut: Pas de limite d'usinage)
D
Masquer des éléments (par défaut: 1). Utilisez les codes de
masquage du tableau pour masquer certains éléments ou bien
les codes suivants pour ne pas usiner les gorges,
dégagements.
I
Point final abordé à la fin du cycle (Cote de diamètre)
K
Point final abordé à la fin du cycle
O
Réduction d'avance pour éléments circulaires (par défaut: 0)
0 : Réduction d'avance active
1: Aucune réduction d'avance
U
Type de cycle – nécessaire pour générer le contour à partir des
paramètres G80. (par défaut: 0)
0: Contour standard longitudinal ou transversal, contour en
plongée ou ICP
1: Trajectoire linéaire sans retour / avec retour
2: Trajectoire circulaire CW sans retour / avec retour
3: Trajectoire circulaire CW sans retour / avec retour
4: Chanfrein sans retour / avec retour
5: Arrondi sans retour / avec retour
B
Compensation du rayon de la dent (par défaut: 0)
0: Détection automatique
1: A gauche du contour
2: A droite du contour