1 9 cy cles de filetag e – HEIDENHAIN SW 54843x-02 DIN Programming Manuel d'utilisation
Page 300
300
Programmation DIN
4.1
9
Cy
cles de filetag
e
Le cycle calcule le filet à l'aide du „point final du filet", de la
„profondeur du filet" et de la position courante de l'outil.
Première passe = „reste“ de la division profondeur du filet/profondeur
de coupe
Filet transversal:
Pour filet transversal, utiliser G31 avec la définition
du contour.
Exemple : G32
. . .
N1 T4 G97 S80 0 M3
N2 G0 X16 Z4
N3 G32 X16 Z-29 F1.5 [filet]
. . .
Paramètres
C
Angle initial (le début du filet est défini par rapport aux
éléments de contour avec rotation non symétrique – (par
défaut: 0)
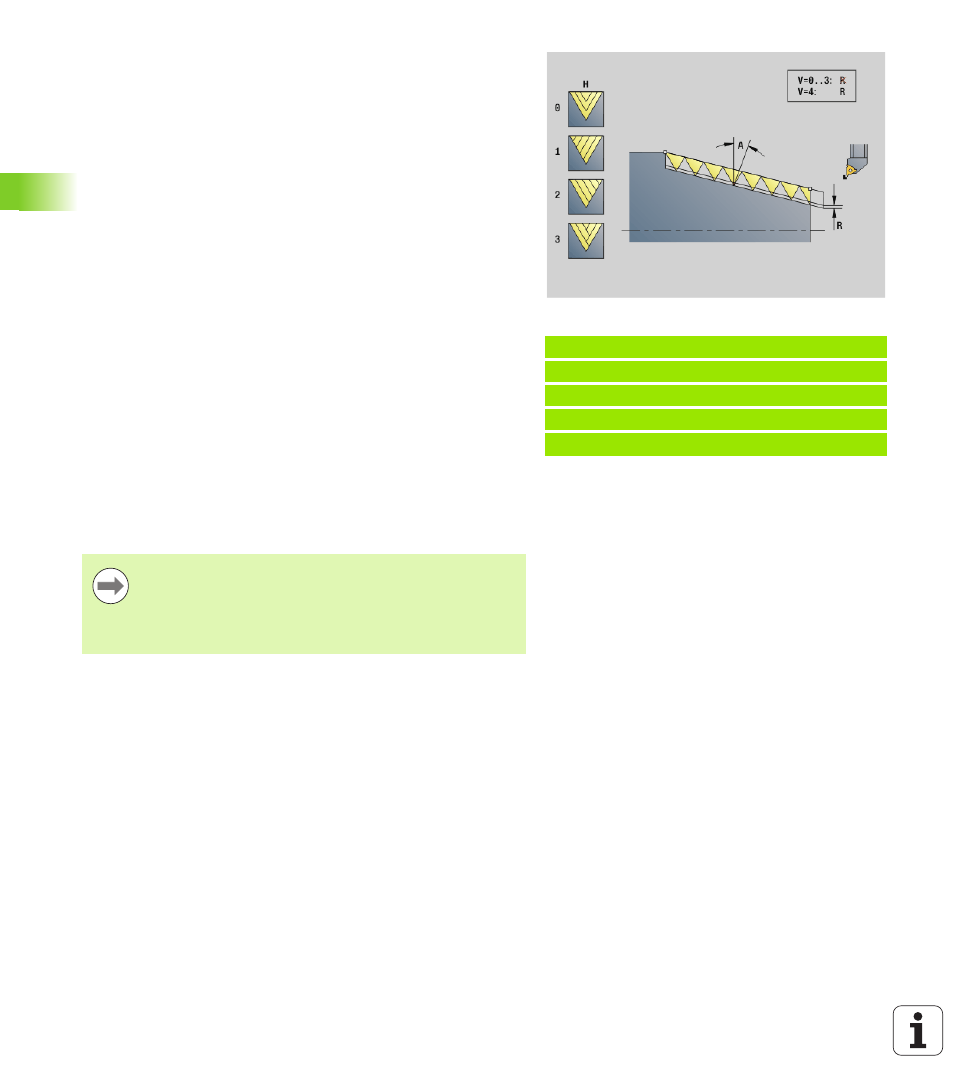
A
Angle de passe (par défaut 30°)
R
Coupes restantes (par défaut: 0)
0: Répartition de la „dernière passe“ en 1/2, 1/4, 1/8 et
1/8 de coupe.
1: Sans répartition de passe restante
E
Pas variable (pour l'instant sans effet)
Q
Nombre de passes à vide après la dernière coupe (pour réduire
la pression de coupe au fond du filet) – (par défaut: 0)
D
Nombre de filets pour multi-filets
J
Sens de référence:
Aucune indication: le sens de référence est déterminé à
partir du premier élément de contour.
J=0: Filet longitudinal
J=1: Filet transversal
„Arrêt cycle“ - La Commande relève l'outil en sortant du
filet et stoppe tous les mouvements (Déplacement de
retrait: paramètre de configuration OEM
cfgGlobalPrperties-threadliftoff)
Le potentiomètre d'avance n'agit pas.
Déroulement du cycle
1
Calcule la répartition des passes.
2
Exécute une passe de filetage.
3
Retourne en rapide et plonge pour effectuer la passe suivante.
4
Répète 2...3 jusqu'à ce que le filetage soit terminé.
5
Exécute les passes à vide.
6
Retourne au point initial.