Arc de cercle, contour de tournage g2/g3 géo, 3 eléments de base du cont our de t our nag e – HEIDENHAIN SW 54843x-02 DIN Programming Manuel d'utilisation
Page 199
HEIDENHAIN MANUALplus 620, CNC PILOT 640
199
4.3 Eléments de base du cont
our de t
our
nag
e
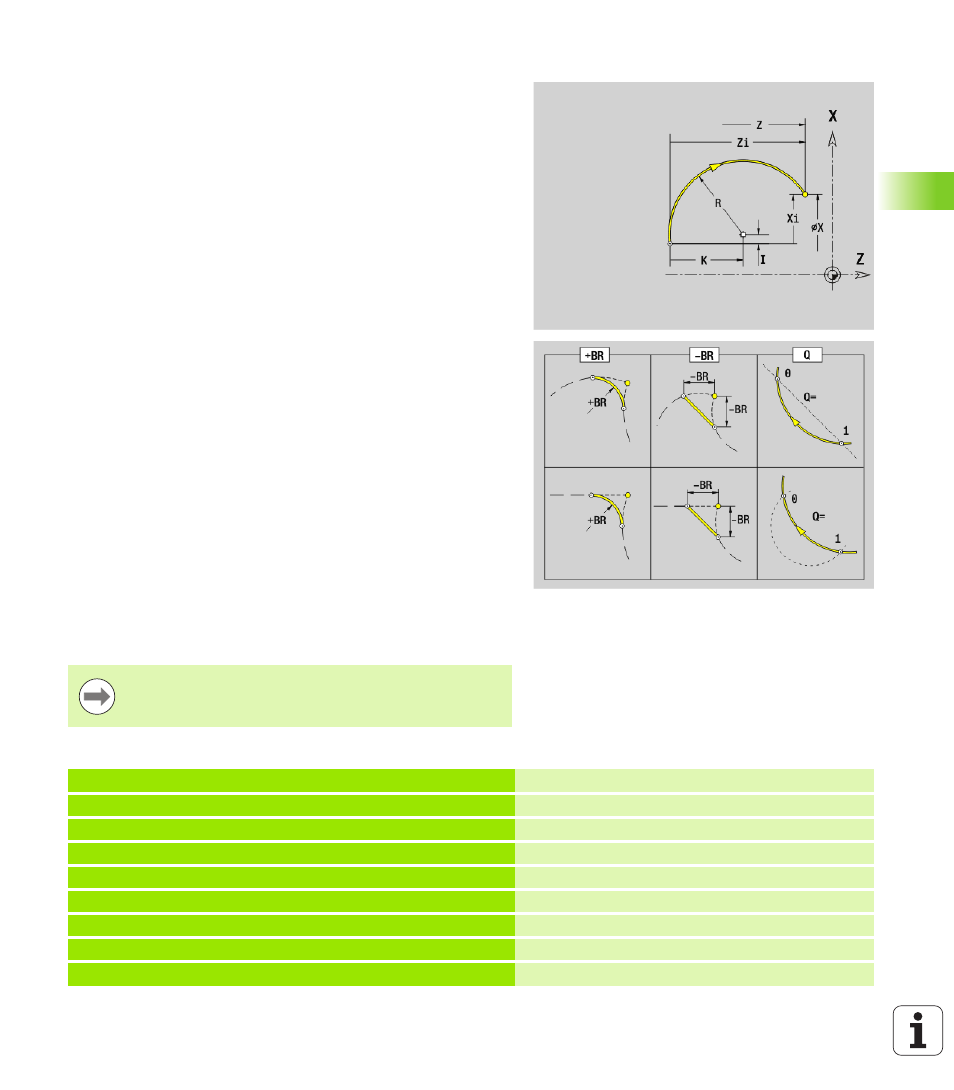
Arc de cercle, contour de tournage G2/G3 Géo
G2/G3 définit un arc de cercle d'un contour avec cotation du centre en
incrémental
. Sens de rotation (voir figure d'aide):
G2: Sens horaire
G3: Sens anti-horaire
Exemple: G2, G3 Géo
Paramètres
X
Point final de l'élément de contour (cote de diamètre)
Z
Point final de l'élément de contour
I
Centre (distance point départ– centre, comme cote de rayon)
K
Centre (distance point départ– centre)
R
Rayon
Q
Point d'intersection. Point final lorsque l'arc de cercle coupe
une droite ou un arc de cercle (par défaut: 0):
0: point d'intersection proche
1: point d'intersection éloigné
BR
Chanfrein/arrondi. Définit la transition vers l'élément de
contour suivant. Programmez le point final théorique si vous
indiquez un chanfrein/arrondi.
aucune introduction: Raccordement tangentiel
BR=0: Raccordement non tangentiel
BR>0: Rayon de l'arrondi
BR<0: Largeur du chanfrein
BE, BF, BD, BP et BH (voir „Attributs d'usinage pour les éléments de
Ne pas usiner cet élément (uniquement nécessaire pour
TURN PLUS).
0 : ne pas usiner l'élément principal (cercle).
1 : ne pas usiner l'élément de superposition (p. ex. chanfrein
ou arrondi d'angle).
2 : ne pas usiner l'élément principal/de superposition.
Programmation X, Z
: en absolu, en incrémental, modal
ou „?“
. . .
PIECE FINIE
N1 G0 X0 Z-10
N2 G3 X30 Z-30 R30
Point-cible et rayon
N3 G2 X50 Z-50 I19.8325 K-2.584
Point-cible et centre en incrémental
N4 G3 Xi10 Zi-10 R10
Point-cible en incrémental et rayon
N5 G2 X100 Z? R20
Coordonnée inconnue du point-cible
N6 G1 Xi-2.5 Zi-15
. . .