HEIDENHAIN SW 54843x-02 DIN Programming Manuel d'utilisation
Page 277
HEIDENHAIN MANUALplus 620, CNC PILOT 640
277
4.1
7
Cy
cles de t
our
nag
e
se référ
a
nt à un cont
our
En fonction de la définition d'outil, La Commande reconnaît s'il s'agit
d'une opération d'usinage extérieure ou intérieure, d'une gorge radiale
ou axiale.
Les répétitions de coupes peuvent être programmées avec G741
avant l'appel du cycle.
Paramètres
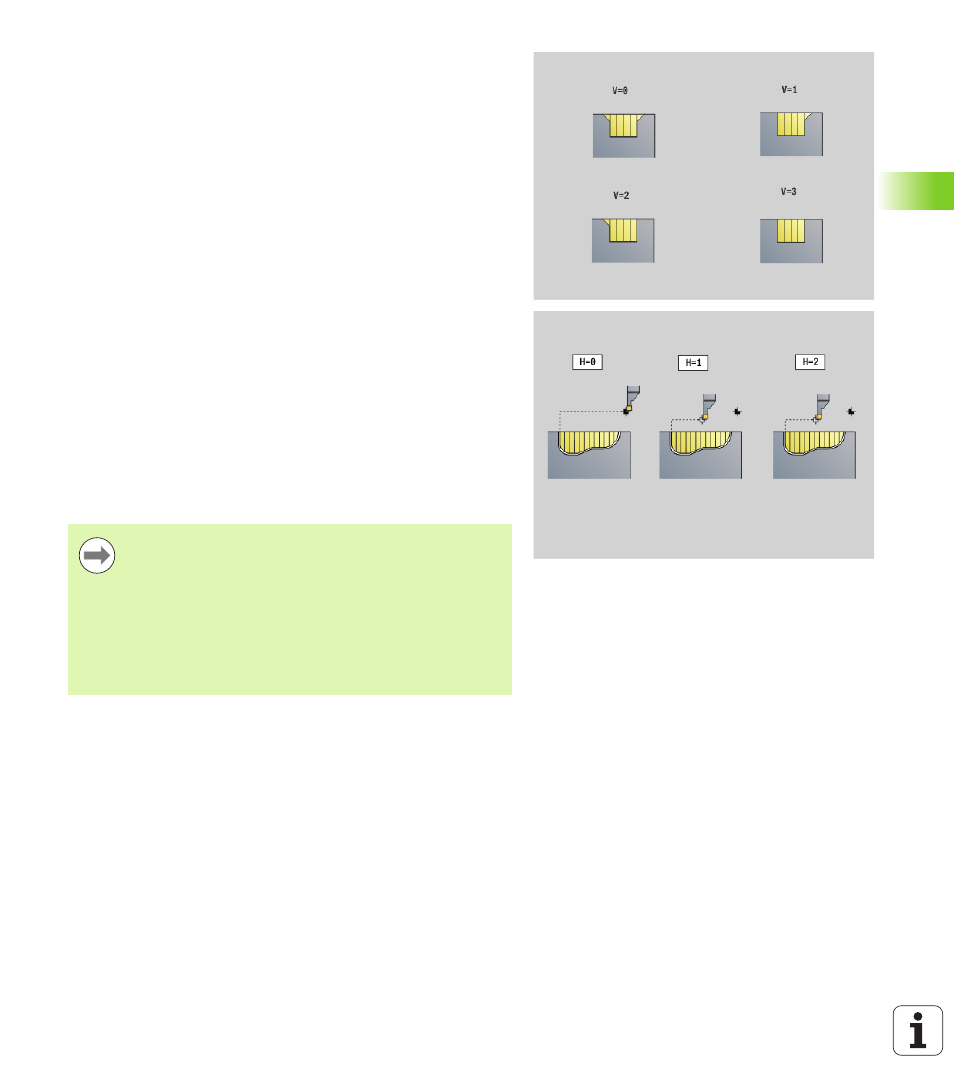
H
Type de dégagement en fin de cycle (par défaut: 0)
0: L'outil retourne au point de départ
Gorge axiale: d'abord sens Z, puis X
Gorge radiale: d'abord sens X, puis Z
1: Positionne l'outil devant le contour fini
2: Relève l'outil à la distance de sécurité et arrête
B
Largeur de coupe
P
Profondeur de plongée affectée à une passe.
O
Ebauche Relever
0 : relever en avance rapide
1 : moins de 45°
U
Finition de l'élément au fond
0 : valeur du paramètre global
1 : partiellement
2 : intégralement
La correction du rayon de la dent est appliquée.
Une surépaisseur G57 „agrandit“ le contour (y compris
les contours intérieurs).
Une surépaisseur G58
>0 : „agrandit“ le contour
<0 : n'est pas appliquée
Les surépaisseurs G57/G58 sont annulées à la fin du
cycle.
Déroulement du cycle (pour Q=0 ou 1)
1
Calcule les zones d'usinage et la répartition des passes.
2
Plonge à partir du point initial pour la première passe en tenant
compte de la distance de sécurité.
Gorge radiale: d'abord sens Z, puis X
Gorge axiale: d'abord sens X, puis Z
3
Plonge (passe d'ébauche).
4
Retourne en rapide et plonge pour effectuer la passe suivante.
5
Répète 3...4 jusqu'à ce que la zone soit usinée.
6
Répète le cas échéant 2...5 jusqu'à ce que toutes les zones soit
usinées.
7
Si Q=0: Réalise la finition du contour