35 fonctions g des commandes antérieures, Définitions de contour dans la section usinage – HEIDENHAIN SW 54843x-02 DIN Programming Manuel d'utilisation
Page 412
412
Programmation DIN
4.35 F
onctions G des commandes antér
ieur
e
s
4.35 Fonctions G des commandes
antérieures
Les fonctions décrites suivantes sont acceptées. Ainsi les
programmes CN des commandes antérieures sont pris en compte.
HEIDENHAIN conseille de ne plus utiliser ces fonctions pour les
nouveaux programmes CN.
Définitions de contour dans la section Usinage
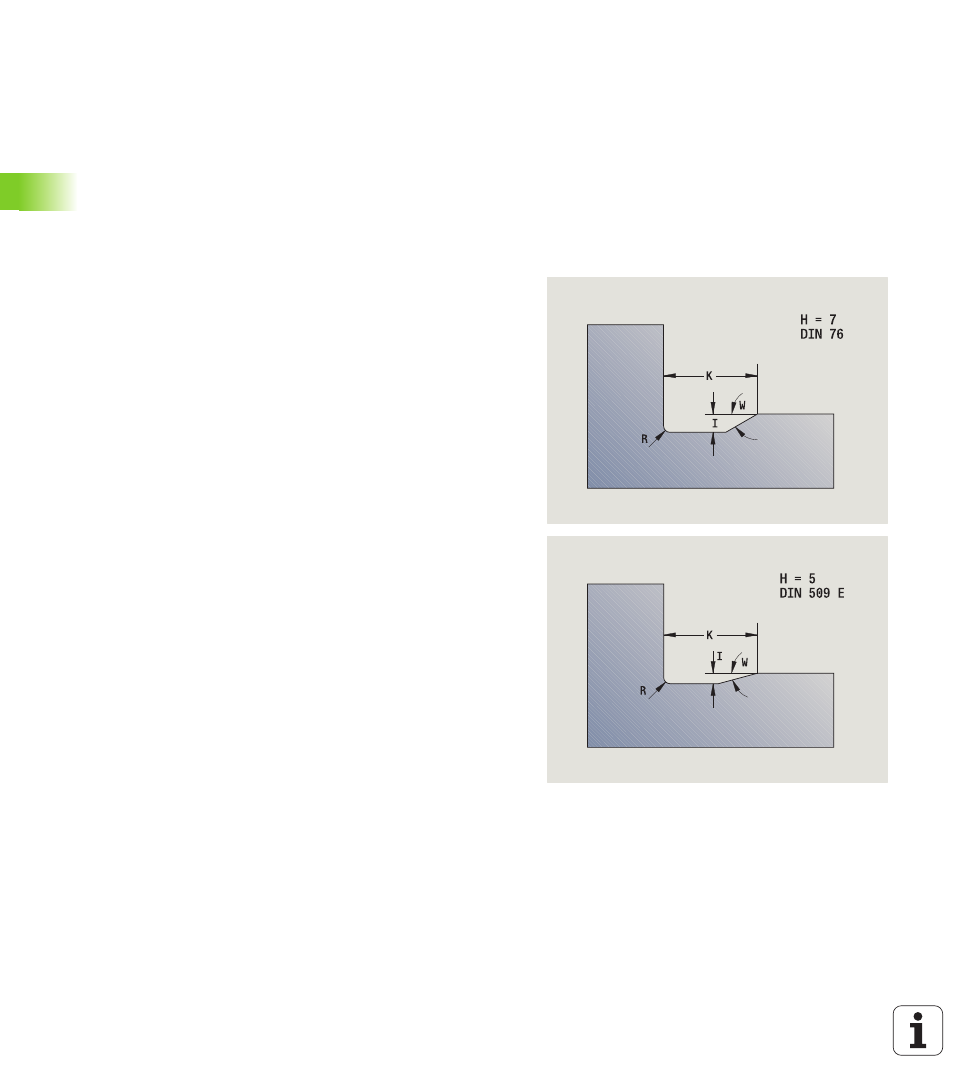
Dégagement G25
G25 crée l'élément de forme Dégagement (DIN 509 E, DIN 509 F, DIN
76) que vous pouvez intégrer dans la définition du contour des cycles
d'ébauche ou de finition. La figure d‘aide montre le paramétrage du
dégagement.
Sans indication de paramètre, la Commande calcule les valeurs
suivantes à l'aide du diamètre ou du pas du filet issu du tableau
standard:
DIN 509 E: I, K, W, R
DIN 509 F: I, K, W, R, P, A
DIN 76: I, K, W, R (à l'aide du pas du filet)
Paramètres
H
Type de dégagement (par défaut: 0)
H=0, 5: DIN 509 E
H=6: DIN 509 F
H=7: DIN 76
I
Profondeur du dégagement (par défaut: tableau standard)
K
Largeur du dégagement (par défaut: tableau standard)
R
Rayon du dégagement (par défaut: tableau standard)
P
Profondeur transversale (par défaut: tableau standard)
W
Angle du dégagement (par défaut: tableau standard)
A
Angle transversal (par défaut: tableau standard)
FP
Pas du filet - aucune introduction: Est calculé en fonction du
diamètre du filetage
U
Surépaisseur de finition (par défaut: 0)
E
Avance réduite pour l'usinage du dégagement (par défaut:
Avance active)