HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manuel d'utilisation
Page 423
HEIDENHAIN iTNC 530
423
16.4 MESURE ANGLE (cy
c
le 420, DIN/ISO:
G420)
Sens déplacement 1
Q267 : sens de déplacement du
palpeur vers la pièce :
-1: sens de déplacement négatif
+1: sens de déplacement positif
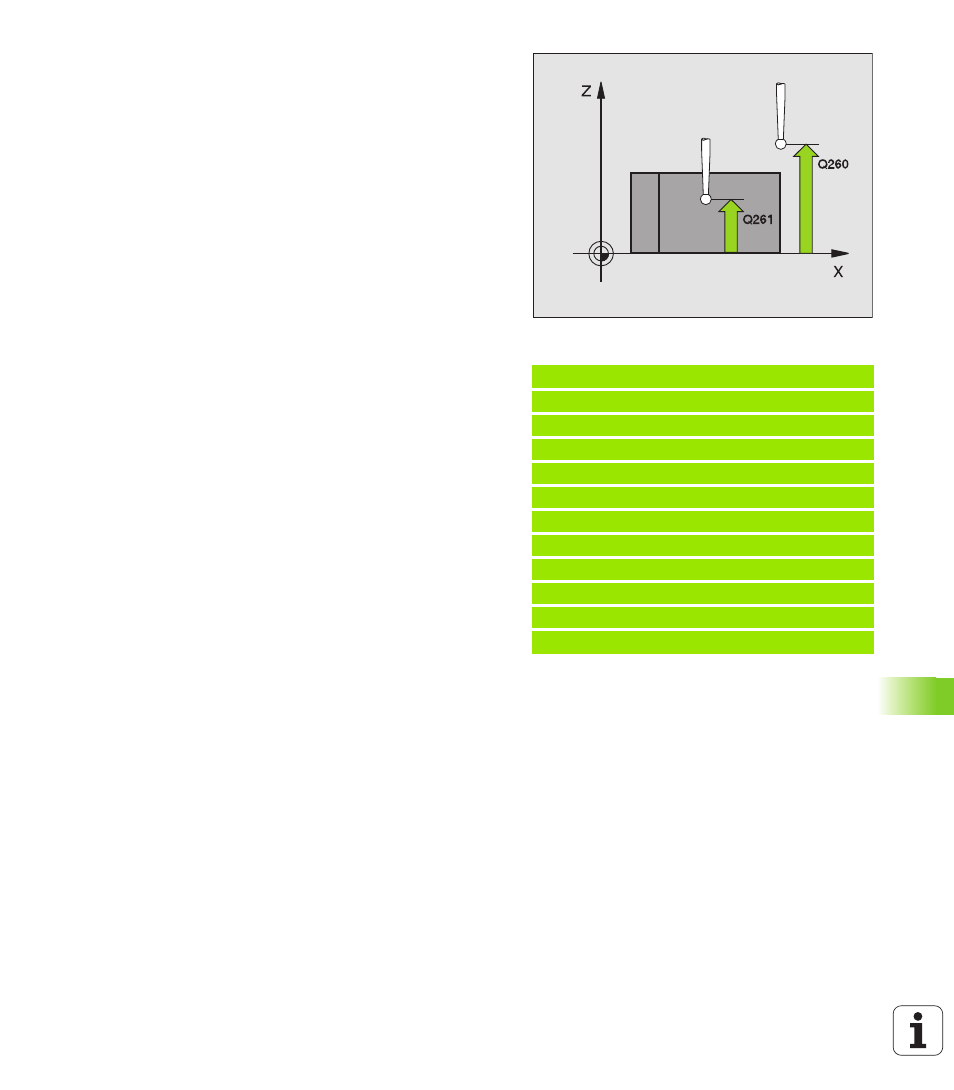
Hauteur mesure dans axe palpage
Q261 (en absolu) :
coordonnée du centre de la bille (=point de contact)
dans l'axe du palpeur prévu pour la mesure. Plage
d'introduction -99999,9999 à 99999,9999
Distance d'approche
Q320 (en incrémental) :
distance supplémentaire entre le point de mesure et
la bille du palpeur. Q320 s'additionne à PM6140.
Plage d’introduction : 0 à 99999,9999, ou PREDEF
Hauteur de sécurité
Q260 (en absolu) : coordonnée
dans l'axe du palpeur excluant toute collision entre le
palpeur et la pièce (éléments de serrage). Plage
d’introduction -99999,9999 à 99999,9999, ou PREDEF
Déplacement haut. sécu.
Q301 : définir comment le
palpeur doit se déplacer entre les points de mesure :
0 : entre les points de mesure, à la hauteur de mesure
1 : entre les points de mesure, à la hauteur de
sécurité
En alternative PREDEF
Procès-verb. mes.
Q281: définir si la TNC doit ou non
établir le procès-verbal de mesure :
0 : ne pas établir de procès-verbal de mesure
1: établir un procès-verbal de mesure : la TNC
mémorise par défaut le fichier de procès-verbal
TCHPR420.TXT dans le répertoire où se trouve
également votre programme de mesure
2: interrompre le déroulement du programme et
afficher le procès-verbal de mesure dans l'écran de la
TNC. Poursuivre le programme avec Start CN
Exemple : Séquences CN
5 TCH PROBE 420 MESURE ANGLE
Q263=+10
;1ER POINT 1ER AXE
Q264=+10
;1ER POINT 2ÈME AXE
Q265=+15
;2ÈME POINT 1ER AXE
Q266=+95
;2ÈME POINT 2ÈME AXE
Q272=1
;AXE DE MESURE
Q267=-1
;SENS DÉPLACEMENT
Q261=-5
;HAUTEUR DE MESURE
Q320=0
;DISTANCE D'APPROCHE
Q260=+10
;HAUTEUR DE SÉCURITÉ
Q301=1
;DÉPLAC. HAUT. SÉCU.
Q281=1
;PROCÈS-VERBAL MESURE