5 fraisage transversal (cycle 232, din/iso: g232), Mode opératoire du cycle – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manuel d'utilisation
Page 269
HEIDENHAIN iTNC 530
269
1
0
.5 FRAISA
GE TRANS
V
ER
SAL (cy
c
le 232, DIN/ISO:
G232)
10.5 FRAISAGE TRANSVERSAL
(cycle 232, DIN/ISO: G232)
Mode opératoire du cycle
Le cycle 232 permet d'exécuter l'usinage d'une surface plane en
plusieurs passes en tenant compte d'une surépaisseur de finition.
Pour cela, vous disposez de trois stratégies d'usinage :
Stratégie Q389=0 : usinage en méandres, passe latérale à
l'extérieur de la surface à usiner
Stratégie Q389=1 : usinage en méandres, passe latérale à
l'intérieur de la surface à usiner
Stratégie Q389=2 : usinage unidirectionnel, dégagement et passe
latérale en avance de positionnement
1
La TNC positionne l'outil en avance rapide FMAX, de la position
courante jusqu’au point initial
1
et en fonction de la logique de
positionnement : si la position courante dans l'axe de broche est
supérieure au saut de bride, la TNC déplace l'outil d'abord dans le
plan d'usinage, puis dans l'axe de broche, ou sinon, d'abord au
saut de bride, puis dans le plan d'usinage. Le point initial dans le
plan d'usinage est situé près de la pièce tout en étant décalé de la
valeur du rayon d'outil et de la distance d'approche latérale
2
Pour terminer, l'outil se déplace dans l'axe de broche, avec
l'avance de positionnement, jusqu’à la première profondeur de
passe calculée par la TNC
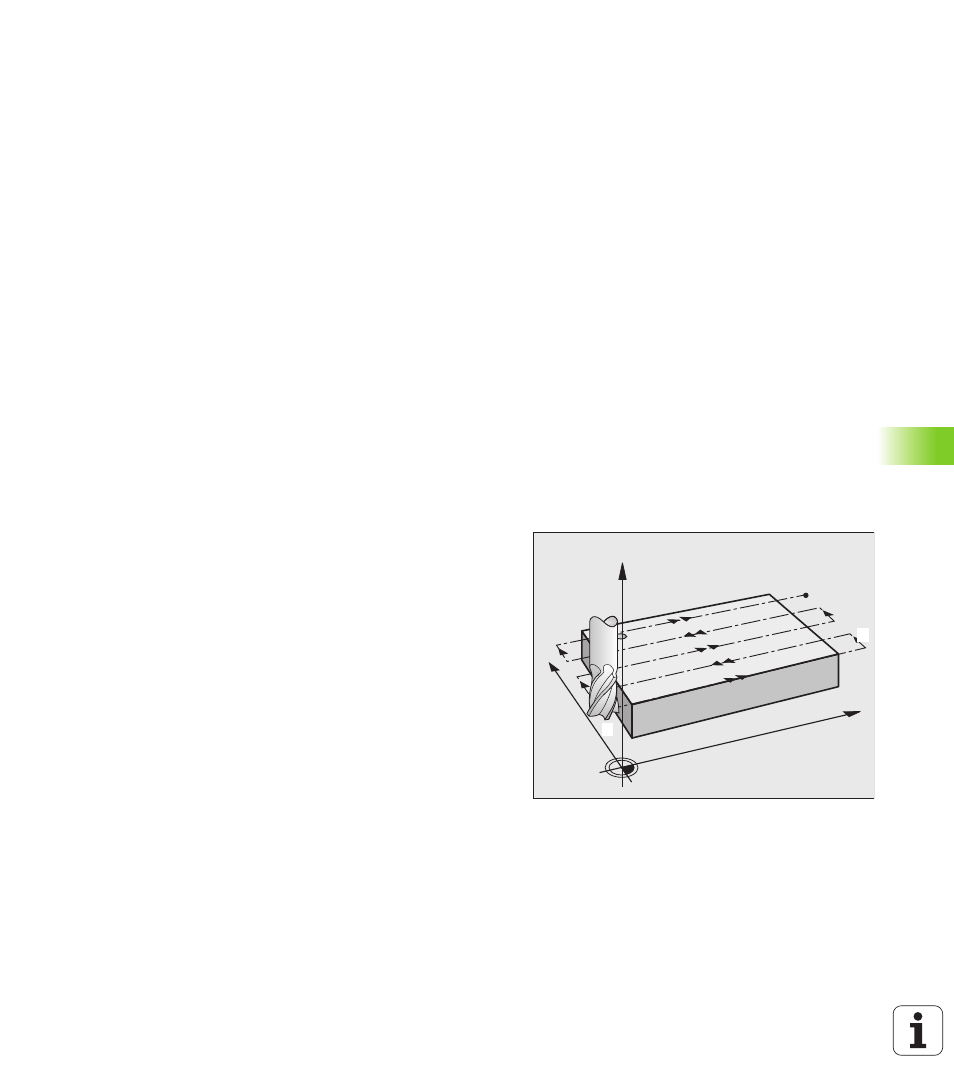
Stratégie Q389=0
3
L'outil se déplace ensuite au point final
2
avec l'avance de fraisage
programmée. Le point final est situé à l'extérieur de la surface. La
TNC le calcule en fonction de la programmation du point initial, de
la longueur, de la distance d'approche latérale et du rayon d'outil
4
La TNC décale l'outil transversalement au point initial de la ligne
suivante avec l'avance de positionnement ; la TNC calcule le
décalage en fonction de la largeur programmée, du rayon d'outil et
du facteur de recouvrement max.
5
L'outil se dégage ensuite au point initial
1
6
Le processus est répété jusqu'à ce que toute la surface
programmée soit usinée. A la fin de la dernière trajectoire, la prise
de passe a lieu à la profondeur d'usinage suivante
7
Pour minimiser les courses inutiles, la surface est ensuite usinée
dans le sens inverse
8
Le processus est répété jusqu’à ce que toutes les passes soient
exécutées. Lors de la dernière passe, l'outil n'exécute que
l'usinage de la surépaisseur de finition avec l'avance de finition
9
Pour terminer, la TNC dégage l'outil avec FMAX au saut de bride
X
Y
Z
1
2