HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manuel d'utilisation
Page 270
270
Cycles d'usinage : usinage ligne à ligne
1
0
.5 FRAISA
GE TRANS
V
ER
SAL (cy
c
le 232, DIN/ISO:
G232)
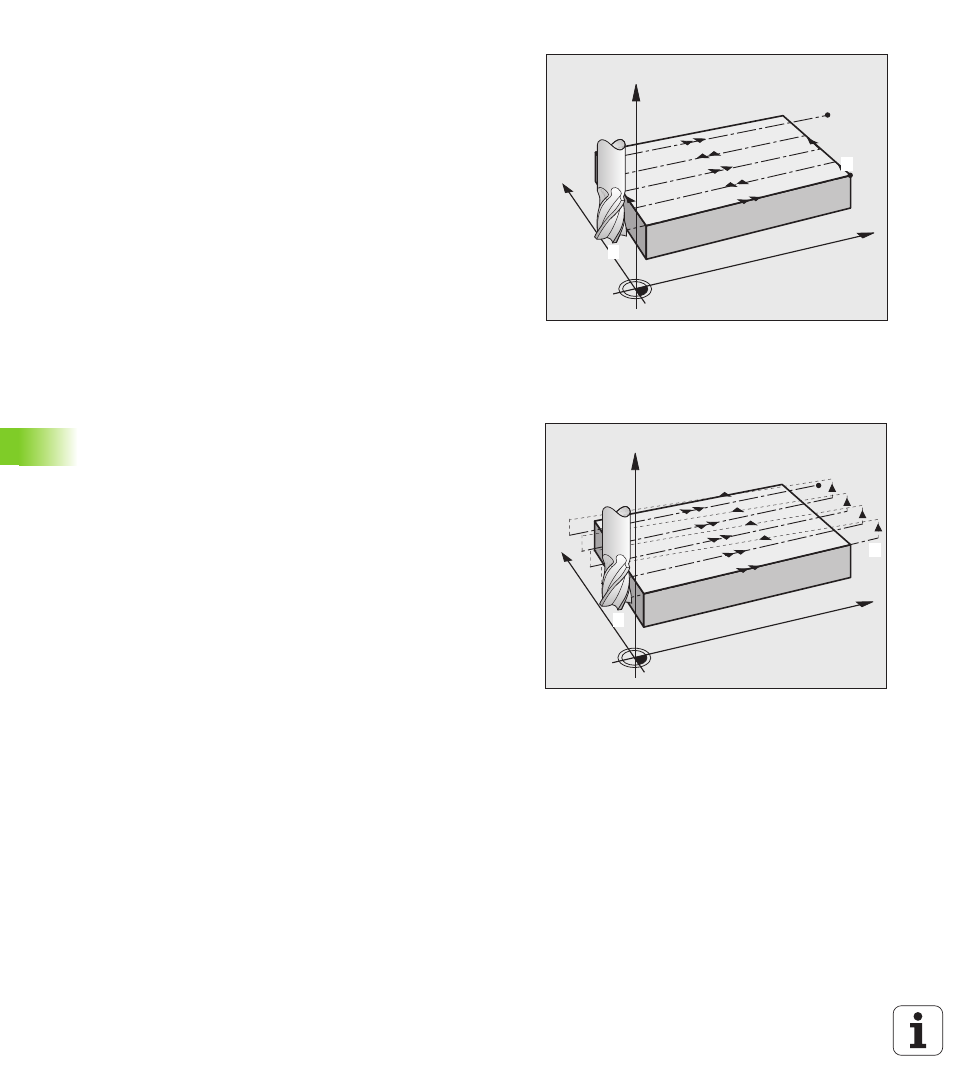
Stratégie Q389=1
3
L'outil se déplace ensuite au point final
2
avec l'avance de fraisage
programmée. Le point final est situé à l'intérieur de la surface. La
TNC le calcule en fonction de la programmation du point initial, de
la longueur et du rayon d'outil
4
La TNC décale l'outil transversalement au point initial de la ligne
suivante avec l'avance de positionnement ; la TNC calcule le
décalage en fonction de la largeur programmée, du rayon d'outil et
du facteur de recouvrement max.
5
L'outil retourne ensuite au point initial
1
. Le décalage à la ligne
suivante a lieu à nouveau à l'intérieur de la pièce
6
Le processus est répété jusqu'à ce que toute la surface
programmée soit usinée. A la fin de la dernière trajectoire, la prise
de passe a lieu à la profondeur d'usinage suivante
7
Pour minimiser les courses inutiles, la surface est ensuite usinée
dans le sens inverse
8
Le processus est répété jusqu’à ce que toutes les passes soient
exécutées. Lors de la dernière passe, l'outil n'exécute que
l'usinage de la surépaisseur de finition avec l'avance de finition
9
Pour terminer, la TNC dégage l'outil avec FMAX au saut de bride
Stratégie Q389=2
3
L'outil se déplace ensuite au point final
2
avec l'avance de fraisage
programmée. Le point final est situé à l'extérieur de la surface. La
TNC le calcule en fonction du point initial, de la longueur
programmée, de la distance d'approche latérale et du rayon d'outil
programmés
4
La TNC déplace l'outil dans l'axe de broche à la distance
d'approche au dessus de la profondeur de passe actuelle, puis le
dégage directement au point initial de la ligne suivante avec
l'avance de prépositionnement. La TNC calcule le décalage en
fonction de la largeur programmée, du rayon d'outil et du facteur
de recouvrement de trajectoire max.
5
L'outil se déplace ensuite à nouveau à la profondeur de passe
actuelle, puis en direction du point final
2
6
Le processus ligne à ligne est répété jusqu'à ce que toute la
surface programmée soit usinée. A la fin de la dernière trajectoire,
la prise de passe a lieu à la profondeur d'usinage suivante
7
Pour minimiser les courses inutiles, la surface est ensuite usinée
dans le sens inverse
8
Le processus est répété jusqu’à ce que toutes les passes soient
exécutées. Lors de la dernière passe, l'outil n'exécute que
l'usinage de la surépaisseur de finition avec l'avance de finition
9
Pour terminer, la TNC dégage l'outil avec FMAX au saut de bride
X
Y
Z
1
2
X
Y
Z
1
2
- TNC 122 User Manual
- ND 287 User Manual
- ND 287 User Manual
- ND 282
- ND 282
- ND 282 B
- ND 281 A
- ND 281 B v.1
- ND 221 B v.2
- ND 221 B v.2
- ND 221 B v.2
- ND 221 B v.2
- ND 231 v.2
- ND 231 v.2
- ND 231 B v.1
- ND 221 v.2
- ND 220 v.2
- ND 550 v.2
- NDP 560
- ND 523
- ND 570
- ND 760 v.1
- ND 760 v.3
- ND 760 v.3
- ND 760 v.1
- ND 750 v.2
- ND 760 v.3
- ND 770 v.1
- ND 770 v.1
- ND 770 v.3
- ND 780
- NDP 960
- ND 970
- ND 1200
- ND 1200R
- ND 2100G
- PT 855 for Milling
- PT 855 for Turning
- PT 880
- MSE 1000
- SW 54843x-02
- SW 68894x-02 DIN Programming
- SW 54843x-03
- SW 68894x-03 DIN Programming
- SW 68894x-02
- SW 68894x-03
- MANUALplus 4110
- MANUALplus 4110 Pilot
- CNC Pilot 4290 V7.1
- CNC Pilot 4290 V7.1 Description of B and Y axes
- CNC Pilot 4290
- CNC Pilot 4290 Pilot
- CNC Pilot 4290 Description of the Y axis
- TNC 310 (286 140)
- TNC 310 (286 140)
- TNC 310 (286 140) Pilot
- TNC 310 (286 140) Pilot
- TNC 128 (77184x-02)
- TNC 128 (77184x-01)
- NC 124
- TNC 320 (340 551-01)
- TNC 320 (340 551-02)
- TNC 320 (340 55x-03)
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 320 (340 55x-04)
- TNC 320 (340 55x-04) Cycle programming
- TNC 320 (340 55x-04) ISO programming
- TNC 320 (340 55x-05)
- TNC 320 (340 55x-05) Cycle programming
- TNC 320 (340 55x-05) ISO programming
- TNC 320 (34055x-06)
- TNC 320 (34055x-06) Cycle programming
- TNC 320 (34055x-06) ISO programming
- TNC 320 (77185x-01)
- TNC 320 (77185x-01) Cycle programming
- TNC 320 (77185x-01) ISO programming
- TNC 410
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- TNC 430 (280 472) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- TNC 430 (280 476) ISO programming
- TNC 426 (280 462)
- TNC 430 (280 474)
- TNC 430 (280 474)
- TNC 430 (280 474)
- TNC 430 (280 476) Touch Probe Cycles
- TNC 430 (280 474) ISO programming
- TNC 430 (280 476)
- iTNC 530 (340 420)
- iTNC 530 (340 420) Touch Probe Cycles
- iTNC 530 (340 420) ISO programming
- iTNC 530 (340 422)
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 422) Touch Probe Cycles
- iTNC 530 (340 422) ISO programming
- iTNC 530 (340 49x-01)
- iTNC 530 (340 49x-02) Pilot
- iTNC 530 (340 49x-02) Pilot
- iTNC 530 (340 49x-01) ISO programming
- iTNC 530 (340 49x-02)
- iTNC 530 (340 49x-02) Touch Probe Cycles
- iTNC 530 (340 49x-02) ISO programming
- iTNC 530 (340 49x-03)
- iTNC 530 (340 49x-03) smarT.NC Pilot
- iTNC 530 (340 49x-03) ISO programming
- iTNC 530 (340 49x-04)
- iTNC 530 (340 49x-04) Pilot
- iTNC 530 (340 49x-05) Pilot
- iTNC 530 (340 49x-05) Pilot
- iTNC 530 (340 49x-04) ISO programming
- iTNC 530 (340 49x-05)
- iTNC 530 (340 49x-05) Cycle programming
- iTNC 530 (340 49x-05) ISO programming
- iTNC 530 (340 49x-06)
- iTNC 530 (606 42x-01) Cycle programming
- iTNC 530 (340 49x-06) ISO programming
- iTNC 530 (606 42x-01) Pilot
- 530 (340 49x-07)
- iTNC 530 (606 42x-02) Cycle programming
- 530 (340 49x-07) ISO programming
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (60642x-03)
- iTNC 530 (60642x-03)
- iTNC 530 (60642x-03) Cycle programming
- iTNC 530 (34049x-08) ISO programming
- iTNC 530 (606 42x-01)
- iTNC 530 (606 42x-01) ISO programming
- iTNC 530 (606 42x-02)
- iTNC 530 (606 42x-02) ISO programming
- iTNC 530 (60642x-03) ISO programming
- iTNC 530 (60642x-04)
- iTNC 530 (60642x-04) ISO programming
- TNC 620 (340 56x-01)
- TNC 620 (340 56x-02)
- TNC 620 (340 56x-02) Cycle programming
- TNC 620 (340 56x-02) ISO programming
- TNC 620 (340 56x-03)
- TNC 620 (73498x-01) Cycle programming
- TNC 620 (340 56x-03) ISO programming
- TNC 620 (34056x-04)
- TNC 620 (73498x-02) Cycle programming
- TNC 620 (34056x-04) ISO programming
- TNC 620 (73498x-01)
- TNC 620 (73498x-01) ISO programming
- TNC 620 (73498x-02)
- TNC 620 (73498x-02) ISO programming
- TNC 620 (81760x-01)
- TNC 620 (81760x-01) Cycle programming
- TNC 620 (81760x-01) ISO programming
- TNC 620 (81760x-02)
- TNC 620 (81760x-02) Cycle programming
- TNC 620 (81760x-02) ISO programming
- TNC 640 (34059x-01)
- TNC 640 (34059x-01) Cycle programming
- TNC 640 (34059x-01) ISO programming
- TNC 640 (34059x-02)
- TNC 640 (34059x-02) Cycle programming
- TNC 640 (34059x-02) ISO programming
- TNC 640 (34059x-04)
- TNC 640 (34059x-04) Cycle programming
- TNC 640 (34059x-04) ISO programming
- TNC 640 (34059x-05)
- TNC 640 (34059x-05) Cycle programming
- TNC 640 (34059x-05) ISO programming