Paramètres du cycle – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manuel d'utilisation
Page 201
HEIDENHAIN iTNC 530
201
7.
8 FINITION LA
TERALE (c
y
c
le 24, DIN/ISO:
G124)
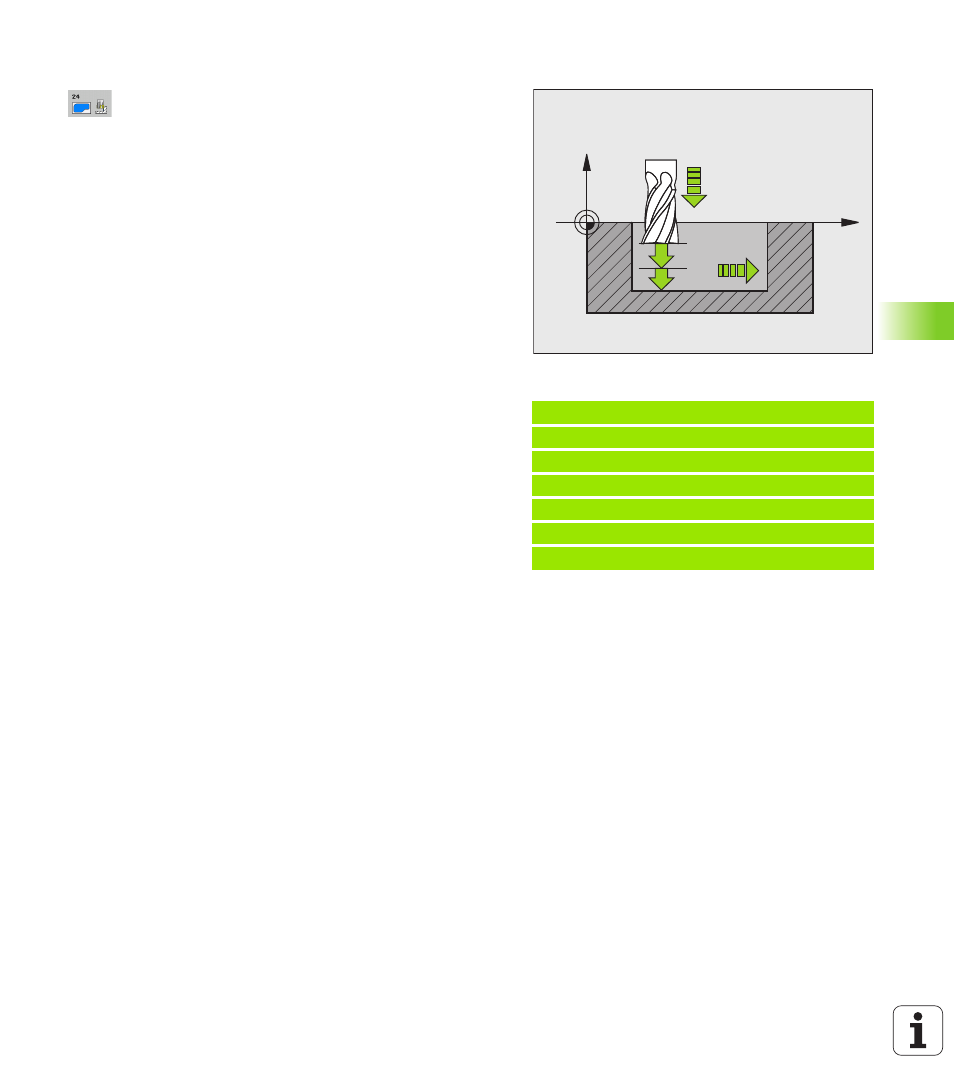
Paramètres du cycle
Sens de rotation? Sens horaire = –1
Q9:
Sens d'usinage :
+1:Rotation sens anti-horaire
–1:Rotation sens horaire
En alternative PREDEF
Profondeur de passe
Q10 (en incrémental) : valeur de
la prise de passe par l'outil. Plage d'introduction
-99999,9999 à 99999,9999
Avance plongée en profondeur
Q11: Avance de
plongée. Plage d'introduction 0 à 99999,9999 ou
FAUTO
, FU, FZ
Avance évidement
Q12 : avance de fraisage. Plage
d'introduction 0 à 99999,9999 ou FAUTO, FU, FZ
Surépaisseur finition latérale
Q14 (en
incrémental) : surépaisseur pour finition multiple ; la
matière restante sera évidée si vous avez programmé
Q14 = 0. Plage d’introduction -99999,9999 à
99999,9999
Outil d'évidement
Q438 ou QS438 : Numéro ou nom
de l'outil avec lequel la TNC a évidé la poche de
contour. Pour commuter sur la saisie du nom,
appuyer sur la softkey NOM OUTIL. La TNC insère
automatiquement les guillemets lorsque vous quittez
le champ de saisie.
Le point de départ du cercle d'approche de la
trajectoire de finition se trouve sur la trajectoire
d'évidement du cycle 22 située le plus à l'extérieur
que la TNC détermine à partir de la somme du rayon
de la fraise d'évidement et de la surépaisseur latérale
Q3 du cycle 20. En indiquant Q438=0 (l'outil
d'évidement n'équivaut à aucun outil), vous pouvez
définir la distance du point de départ du contour par
l'intermédiaire de la surépaisseur de finition Q3 dans
le cycle 20. Plage de saisie de -32767,9 à +32767,9 si
vous entrez des numéros ; 32 caractères au
maximum si vous entrez un nom
Exemple : Séquences CN
61 CYCL DEF 24 FINITION LATÉRALE
Q9=+1
;SENS DE ROTATION
Q10=+5
;PROFONDEUR DE PASSE
Q11=100
;AVANCE PLONGÉE PROF.
Q12=350
;AVANCE ÉVIDEMENT
Q14=+0
;SURÉPAIS. LATÉRALE
Q438=+0
;OUTIL EVIDEMENT
X
Z
Q11
Q12
Q10