Paramètres du cycle – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manuel d'utilisation
Page 106
106
Cycles d'usinage : taraudage / fraisage de filets
4.2 NOUVEA
U T
A
RA
UD
A
G
E a
v
e
c mandr
in de compensation (cy
c
le
206,
DIN/ISO:
G206)
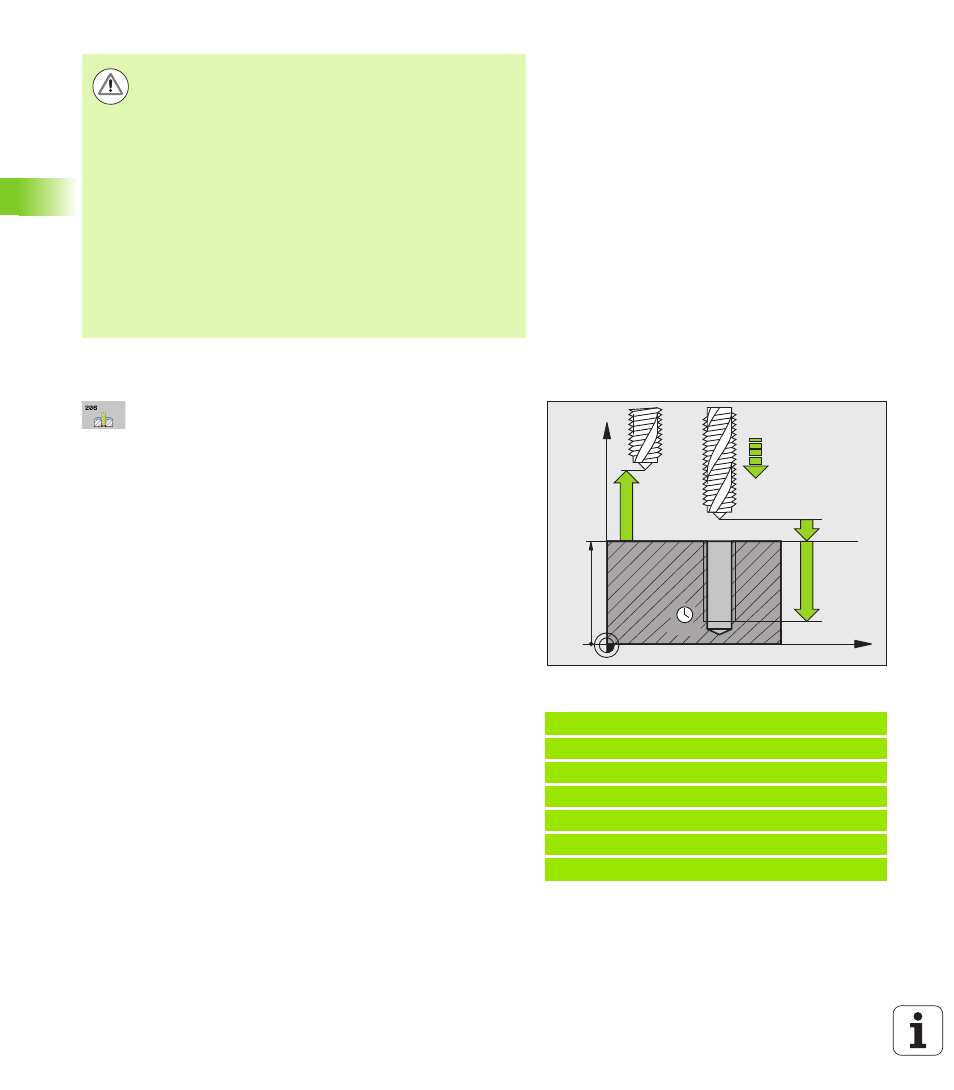
Paramètres du cycle
Distance d'approche
Q200 (en incrémental) :
distance entre la pointe de l'outil (position initiale) et
la surface de la pièce ; valeur indicative : 4x pas du
filet. Plage de saisie de 0 à 99999,9999 ou PREDEF
Profondeur de perçage
Q201 (longueur du filet, en
incrémental) : distance entre la surface de la pièce et
la fin du filet. Plage d’introduction -99999,9999 à
99999,9999
Avance F
Q206 : vitesse de déplacement de l'outil lors
du taraudage. Plage de saisie 0 à 99999,9999, sinon
FAUTO
Temporisation au fond
Q211 : indiquer une valeur
comprise entre 0 et 0,5 secondes afin d'éviter que
l'outil ne cale lors du retrait. Plage de saisie 0 à
3600,0000 ou PREDEF
Coord. surface pièce
Q203 (en absolu) : coordonnée
de la surface de la pièce. Plage d'introduction
-99999,9999 à 99999,9999
Saut de bride
Q204 (en incrémental) : coordonnée
dans l'axe de broche excluant toute collision entre
l'outil et la pièce (élément de serrage). Plage de saisie
de 0 à 99999,9999 ou PREDEF
Calcul de l'avance : F = S x p
Dégagement en cas d'interruption du programme
Si vous appuyez sur la touche Stop externe pendant le taraudage, la
TNC affiche une softkey vous permettant de dégager l'outil.
Attention, risque de collision!
Avec le paramètre-machine 7441 – bit 2, vous définissez si
la TNC doit délivrer un message d'erreur (bit 2=1) ou ne
pas en délivrer (bit 2=0) en cas d'introduction d'une
profondeur positive.
Notez que la TNC inverse le calcul de la position de pré-
positionnement si vous entrez une profondeur positive.
L'outil se déplace alors dans son axe, en avance rapide, à
la distance d'approche en dessous de la surface de la
pièce !
Avec le paramètre machine 7441 - bit 0, vous définissez si
la TNC doit délivrer un message d'erreur (bit 0=0), ou non
(bit 0=1), si la broche ne fonctionne pas lors de l'appel d'un
cycle. Cette fonction doit également être adaptée par le
constructeur de votre machine.
Exemple : Séquences CN
25 CYCL DEF 206 NOUVEAU TARAUDAGE
Q200=2
;DISTANCE D'APPROCHE
Q201=-20
;PROFONDEUR
Q206=150
;AVANCE PLONGÉE PROF.
Q211=0.25 ;TEMPO. AU FOND
Q203=+25
;COORD. SURFACE PIÈCE
Q204=50
;SAUT DE BRIDE
Z
X
Q203
Q200
Q201
Q211
Q206
Q204
F: Avance (en mm/min.)
S: Vitesse de rotation broche (tours/min.)
p: Pas du filet (mm)
- TNC 122 User Manual
- ND 287 User Manual
- ND 287 User Manual
- ND 282
- ND 282
- ND 282 B
- ND 281 A
- ND 281 B v.1
- ND 221 B v.2
- ND 221 B v.2
- ND 221 B v.2
- ND 221 B v.2
- ND 231 v.2
- ND 231 v.2
- ND 231 B v.1
- ND 221 v.2
- ND 220 v.2
- ND 550 v.2
- NDP 560
- ND 523
- ND 570
- ND 760 v.1
- ND 760 v.3
- ND 760 v.3
- ND 760 v.1
- ND 750 v.2
- ND 760 v.3
- ND 770 v.1
- ND 770 v.1
- ND 770 v.3
- ND 780
- NDP 960
- ND 970
- ND 1200
- ND 1200R
- ND 2100G
- PT 855 for Milling
- PT 855 for Turning
- PT 880
- MSE 1000
- SW 54843x-02
- SW 68894x-02 DIN Programming
- SW 54843x-03
- SW 68894x-03 DIN Programming
- SW 68894x-02
- SW 68894x-03
- MANUALplus 4110
- MANUALplus 4110 Pilot
- CNC Pilot 4290 V7.1
- CNC Pilot 4290 V7.1 Description of B and Y axes
- CNC Pilot 4290
- CNC Pilot 4290 Pilot
- CNC Pilot 4290 Description of the Y axis
- TNC 310 (286 140)
- TNC 310 (286 140)
- TNC 310 (286 140) Pilot
- TNC 310 (286 140) Pilot
- TNC 128 (77184x-02)
- TNC 128 (77184x-01)
- NC 124
- TNC 320 (340 551-01)
- TNC 320 (340 551-02)
- TNC 320 (340 55x-03)
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 320 (340 55x-04)
- TNC 320 (340 55x-04) Cycle programming
- TNC 320 (340 55x-04) ISO programming
- TNC 320 (340 55x-05)
- TNC 320 (340 55x-05) Cycle programming
- TNC 320 (340 55x-05) ISO programming
- TNC 320 (34055x-06)
- TNC 320 (34055x-06) Cycle programming
- TNC 320 (34055x-06) ISO programming
- TNC 320 (77185x-01)
- TNC 320 (77185x-01) Cycle programming
- TNC 320 (77185x-01) ISO programming
- TNC 410
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- TNC 430 (280 472) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- TNC 430 (280 476) ISO programming
- TNC 426 (280 462)
- TNC 430 (280 474)
- TNC 430 (280 474)
- TNC 430 (280 474)
- TNC 430 (280 476) Touch Probe Cycles
- TNC 430 (280 474) ISO programming
- TNC 430 (280 476)
- iTNC 530 (340 420)
- iTNC 530 (340 420) Touch Probe Cycles
- iTNC 530 (340 420) ISO programming
- iTNC 530 (340 422)
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 422) Touch Probe Cycles
- iTNC 530 (340 422) ISO programming
- iTNC 530 (340 49x-01)
- iTNC 530 (340 49x-02) Pilot
- iTNC 530 (340 49x-02) Pilot
- iTNC 530 (340 49x-01) ISO programming
- iTNC 530 (340 49x-02)
- iTNC 530 (340 49x-02) Touch Probe Cycles
- iTNC 530 (340 49x-02) ISO programming
- iTNC 530 (340 49x-03)
- iTNC 530 (340 49x-03) smarT.NC Pilot
- iTNC 530 (340 49x-03) ISO programming
- iTNC 530 (340 49x-04)
- iTNC 530 (340 49x-04) Pilot
- iTNC 530 (340 49x-05) Pilot
- iTNC 530 (340 49x-05) Pilot
- iTNC 530 (340 49x-04) ISO programming
- iTNC 530 (340 49x-05)
- iTNC 530 (340 49x-05) Cycle programming
- iTNC 530 (340 49x-05) ISO programming
- iTNC 530 (340 49x-06)
- iTNC 530 (606 42x-01) Cycle programming
- iTNC 530 (340 49x-06) ISO programming
- iTNC 530 (606 42x-01) Pilot
- 530 (340 49x-07)
- iTNC 530 (606 42x-02) Cycle programming
- 530 (340 49x-07) ISO programming
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (60642x-03)
- iTNC 530 (60642x-03)
- iTNC 530 (60642x-03) Cycle programming
- iTNC 530 (34049x-08) ISO programming
- iTNC 530 (606 42x-01)
- iTNC 530 (606 42x-01) ISO programming
- iTNC 530 (606 42x-02)
- iTNC 530 (606 42x-02) ISO programming
- iTNC 530 (60642x-03) ISO programming
- iTNC 530 (60642x-04)
- iTNC 530 (60642x-04) ISO programming
- TNC 620 (340 56x-01)
- TNC 620 (340 56x-02)
- TNC 620 (340 56x-02) Cycle programming
- TNC 620 (340 56x-02) ISO programming
- TNC 620 (340 56x-03)
- TNC 620 (73498x-01) Cycle programming
- TNC 620 (340 56x-03) ISO programming
- TNC 620 (34056x-04)
- TNC 620 (73498x-02) Cycle programming
- TNC 620 (34056x-04) ISO programming
- TNC 620 (73498x-01)
- TNC 620 (73498x-01) ISO programming
- TNC 620 (73498x-02)
- TNC 620 (73498x-02) ISO programming
- TNC 620 (81760x-01)
- TNC 620 (81760x-01) Cycle programming
- TNC 620 (81760x-01) ISO programming
- TNC 620 (81760x-02)
- TNC 620 (81760x-02) Cycle programming
- TNC 620 (81760x-02) ISO programming
- TNC 640 (34059x-01)
- TNC 640 (34059x-01) Cycle programming
- TNC 640 (34059x-01) ISO programming
- TNC 640 (34059x-02)
- TNC 640 (34059x-02) Cycle programming
- TNC 640 (34059x-02) ISO programming
- TNC 640 (34059x-04)
- TNC 640 (34059x-04) Cycle programming
- TNC 640 (34059x-04) ISO programming
- TNC 640 (34059x-05)
- TNC 640 (34059x-05) Cycle programming
- TNC 640 (34059x-05) ISO programming