HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manuel d'utilisation
Page 355
HEIDENHAIN iTNC 530
355
14.7 Compenser l'er
re
ur d'alignement d'une pièce par r
o
tation de l'ax
e C
(cy
c
le 405, DIN/ISO:
G405)
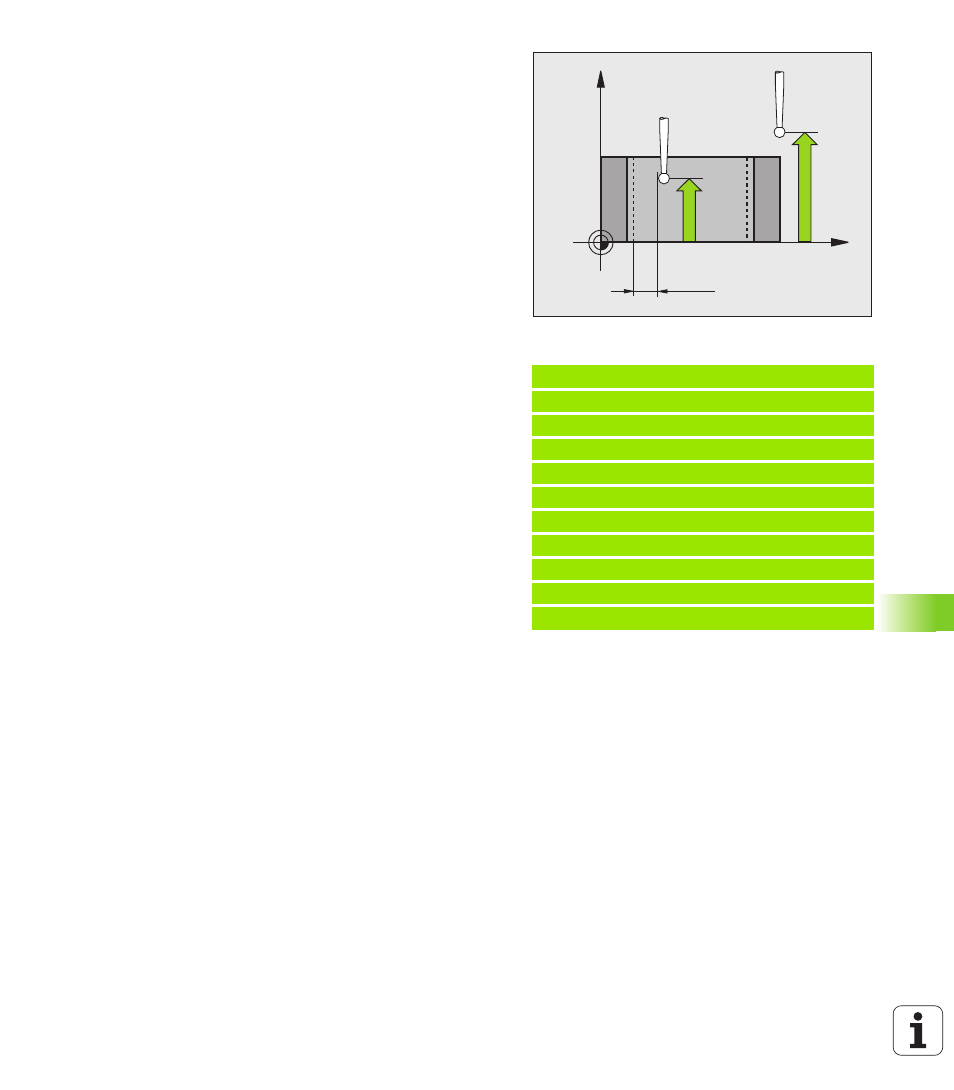
Hauteur de mesure dans l'axe de palpage
Q261 (en
absolu) : Coordonnée du centre de la bille ( = point de
contact) dans l'axe du palpeur à laquelle la mesure
doit être effectuée. Plage de saisie -99999,9999 à
99999,9999
Distance d'approche
Q320 (en incrémental) :
Distance supplémentaire entre le point de mesure et
la bille du palpeur. Le paramètre Q320 vient s'ajouter
à PM6140. Plage de saisie de 0 à 99999,9999 ou
PREDEF
Hauteur de sécurité
Q260 (en absolu) : Coordonnée
dans l'axe du palpeur excluant toute collision entre le
palpeur et la pièce (élément de serrage). Plage de
saisie -99999,9999 à 99999,9999, sinon PREDEF
Déplacement haut. sécu.
Q301 : Définir comment le
palpeur doit se déplacer entre les points de mesure :
0 : Déplacement à la hauteur de mesure, entre les
points de mesure
1 : Entre les points de mesure, à la hauteur de
sécurité
Sinon PREDEF
Init. à zéro après alignement
Q337 : Définir si la
TNC doit définir l'affichage de l'axe C à 0 ou si elle doit
indiquer le décalage angulaire dans la colonne C du
tableau de points zéro :
0 : Définir l'axe C à 0 et inscrire la valeur à la ligne 0
du tableau de points d'origine
>0: écrire le décalage angulaire avec son signe dans
le tableau de points zéro. Numéro de ligne = valeur de
Q337. Si un décalage C est déjà inscrit dans le tableau
de points zéro, la TNC additionne le décalage
angulaire mesuré en tenant compte de son signe
Exemple : Séquences CN
5 TCH PROBE 405 ROT AVEC AXE C
Q321=+50
;CENTRE 1ER AXE
Q322=+50
;CENTRE 2ÈME AXE
Q262=10
;DIAMÈTRE NOMINAL
Q325=+0
;ANGLE INITIAL
Q247=90
;INCRÉMENT ANGULAIRE
Q261=-5
;HAUTEUR DE MESURE
Q320=0
;DISTANCE D'APPROCHE
Q260=+20
;HAUTEUR DE SÉCURITÉ
Q301=0
;DÉPLAC. HAUT. SÉCU.
Q337=0
;INITIALIS. À ZÉRO
X
Z
Q261
Q260
MP6140
+
Q320