7 tenon circulaire (cycle 257, din/iso: g257), Mode opératoire du cycle – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manuel d'utilisation
Page 164
164
Cycles d'usinage : fraisage de poches / tenons / rainures
5.7 TENON CIR
C
ULAIRE (cy
c
le
257
, DIN/ISO:
G257)
5.7 TENON CIRCULAIRE
(cycle 257, DIN/ISO: G257)
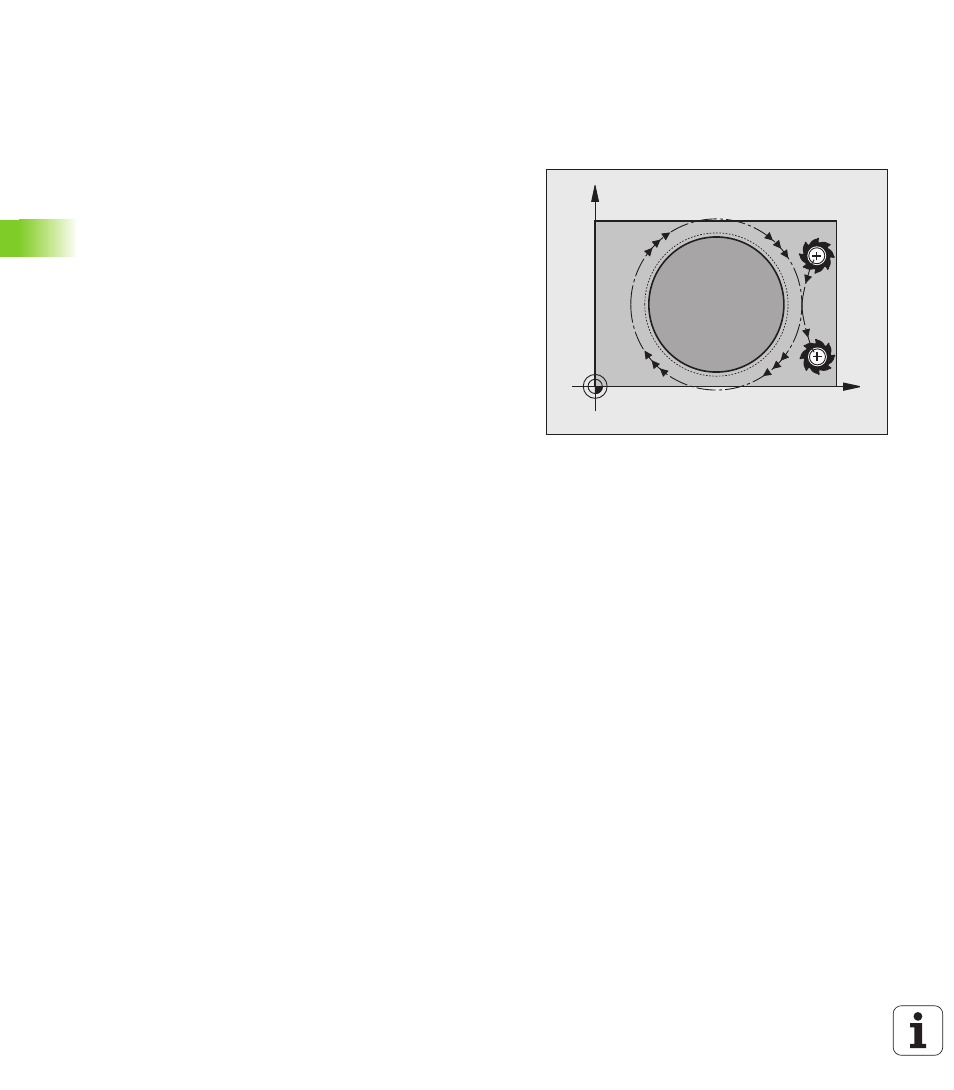
Mode opératoire du cycle
Le cycle Tenon circulaire 257 permet d'usiner un tenon circulaire. Si le
diamètre de la pièce brute est supérieur à la passe latérale max., la
TNC exécute alors plusieurs passes latérales jusqu'à ce que le
diamètre de la pièce finie soit atteint.
1
L'outil part de la position initiale du cycle (centre du tenon) et se
déplace dans le sens positif de X jusqu'à la position initiale
d'usinage du tenon. La position de départ est défini par l'angle
polaire par rapport au centre du tenon avec le paramètre Q376
2
Si l'outil est positionné au saut de bride, la TNC le déplace en
rapide FMAX à la distance d'approche et ensuite, à la première
profondeur de passe avec l'avance de plongée en profondeur
3
Ensuite, l'outil se déplace sur un demi-cercle, tangentiellement au
contour du tenon et fraise une boucle.
4
Si le diamètre de la pièce finie n'est pas atteint avec une seule
boucle, la TNC positionne l'outil latéralement à la profondeur de
passe actuelle et fraise ensuite une autre boucle. Pour cela, la TNC
tient compte du diamètre de la pièce brute, de celui de la pièce
finie ainsi que de la passe latérale autorisée.
5
L'outil quitte le contour sur une trajectoire en spirale
6
Si plusieurs passes sont nécessaires, une nouvelle prise de passe
a lieu au point le plus proche du dégagement
7
Ce processus est répété jusqu'à ce que la profondeur programmée
soit atteinte
8
A la fin du cycle, la TNC positionne toujours l'outil dans l'axe d'outil,
à la hauteur de sécurité. La position finale ne correspond donc pas
à la position initiale.
X
Y