2 données d'outils, 2 données d‘ outils – HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 95
79
TNC 410, TNC 426, TNC 430 HEIDENHAIN
5.2 Données d'outils
Habituellement, vous programmez les coordonnées de
contournages en prenant la cotation de la pièce sur le plan. Pour
que la TNC calcule la trajectoire du centre de l‘outil et soit donc en
mesure d‘exécuter une correction d‘outil, vous devez introduire la
longueur et le rayon de chaque outil utilisé.
Vous pouvez introduire les données d‘outil soit directement dans le
programme à l‘aide de la fonction G99, soit séparément dans les
tableaux d‘outils. Si vous introduisez les données d‘outils dans les
tableaux, vous disposez alors d‘autres informations relatives aux
outils. Lors de l‘exécution du programme d‘usinage, la TNC prend
en compte toutes les informations programmées.
Numéro d'outil, nom d'outil
Chaque outil porte un numéro compris entre 0 et 254. Si vous
travaillez avec les tableaux d‘outils, vous pouvez utiliser des
numéros plus élevés (sauf TNC 410) et, en outre, attribuer des
noms aux outils (sauf TNC 410).
L‘outil de numéro 0 est défini comme outil zéro et par sa longueur
L=0 et son rayon R=0. A l‘intérieur des tableaux d‘outils, vous devez
également définir l‘outil T0 par L=0 et R=0.
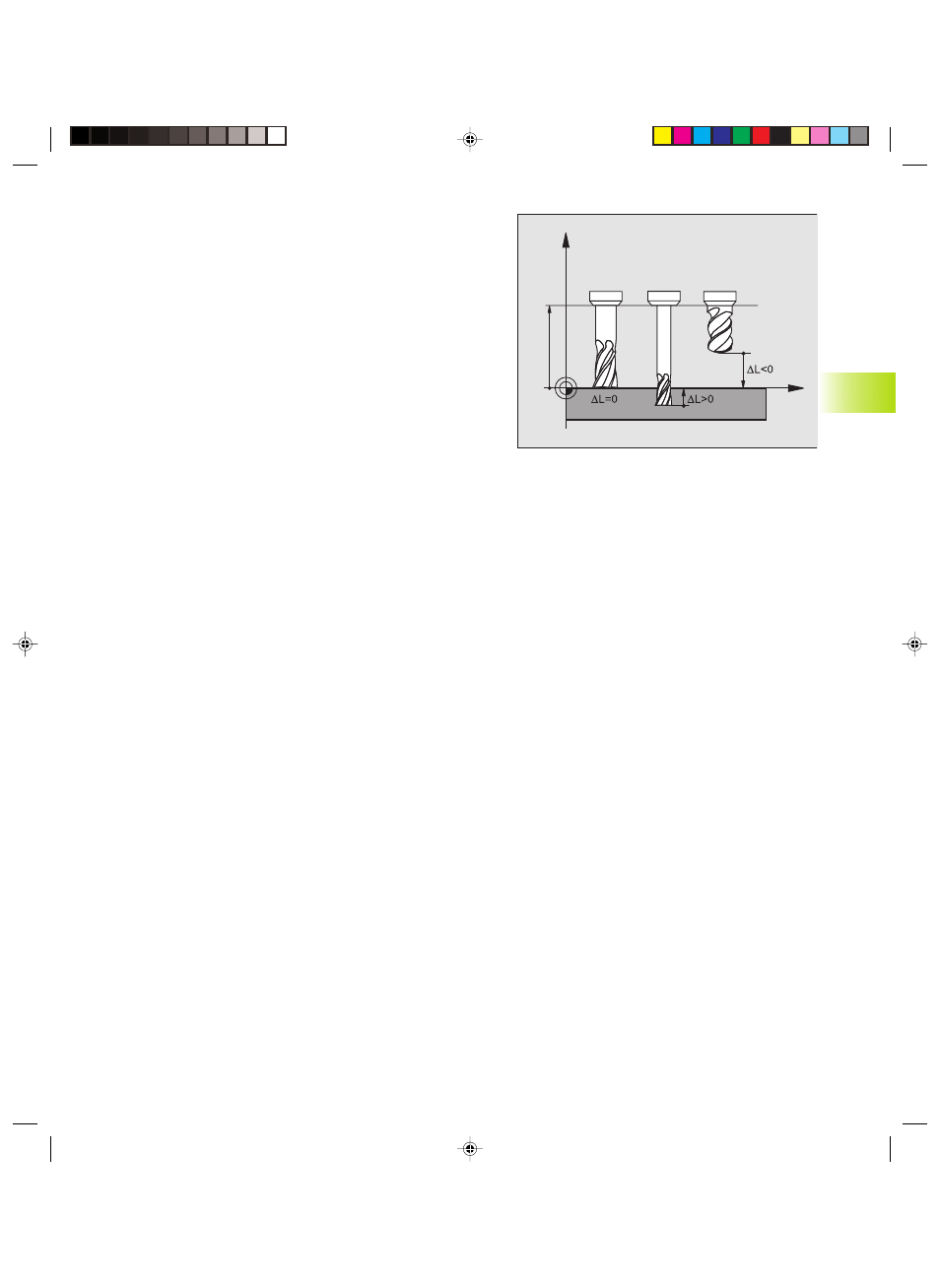
Longueur d‘outil L
Vous pouvez définir la longueur d‘outil L de deux manières:
1 La longueur correspond à la différence entre la longueur de l'outil
et la longueur L
0
d'un outil zéro.
Signe:
■
L‘outil est plus long que l‘outil zéro:
L>L
0
■
L‘outil est plus court que l‘outil zéro:
L<L
0
Définir la longueur:
ú
Déplacer l‘outil zéro dans l‘axe d‘outil, à la position de référence
(ex. surface de la pièce avec Z=0)
ú
Mettre à zéro l‘affichage de l‘axe d‘outil (initialisation du point de
référence)
ú
Installer l‘outil suivant
ú
Déplacer l‘outil à la même position de référence que celle de
l‘outil zéro
ú
L‘affichage dans l‘axe d‘outil indique la différence linéaire entre
l‘outil et l‘outil zéro
ú
Prendre en compte la valeur avec la touche „Prise en compte
position effective“ (TNC 426, TNC 430) ou avec la softkey POS.
ACT. Z (TNC 410) dans la séquence G99 ou dans le tableau
d'outils
2 Déterminez la longueur L à l'aide d'un dispositif de pré-réglage.
Puis, introduisez directement la valeur calculée dans la définition
d'outil G99.
5.2 Données d‘
outils
Z
X
L
0
Fkap5.pm6
28.06.2006, 14:54
79