6 exemples de programmation – HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 266
9 Programmation: Sous-programmes et répétitions de parties de programme
250
9.6 Exemples de programmation
%SP2 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+4 *
N40 G99 T2 L+0 R+3 *
N50 G99 T3 L+0 R+3,5 *
N60 T1 G17 S5000 *
N70 G00 G40 G90 Z+250 *
N80 G83 P01 +2 P02 -3 P03 +3 P04 0
P05 250 *
N90 L1,0 *
N100 G00 Z+250 M6 *
N110 T2 G17 S4000 *
N120 G83 P01 +2 P02 -25 P03 +5 P04 0
P05 250 *
N130 L1,0 *
N140 G00 Z+250 M6 *
N150 T3 G17 S500 *
N160 G84 P01 +2 P02 -15 P03 0 P04 500 *
N170 L1,0 *
N180 G00 Z+250 M2 *
Définition d‘outil pour le foret à centrer
Définition d‘outil pour le foret
Définition d'outil pour le taraud
Appel d‘outil pour le foret à centrer
Dégager l‘outil
Définition du cycle de centrage
Appeler sous-programme 1 pour l‘ensemble du schéma de trous
Changement d‘outil
Appel d‘outil pour le foret
Définition du cycle Perçage
Appeler sous-programme 1 pour l‘ensemble du schéma de trous
Changement d‘outil
Appel d'outil pour le taraud
Définition du cycle Taraudage
Appeler sous-programme 1 pour l‘ensemble du schéma de trous
Fin du programme principal
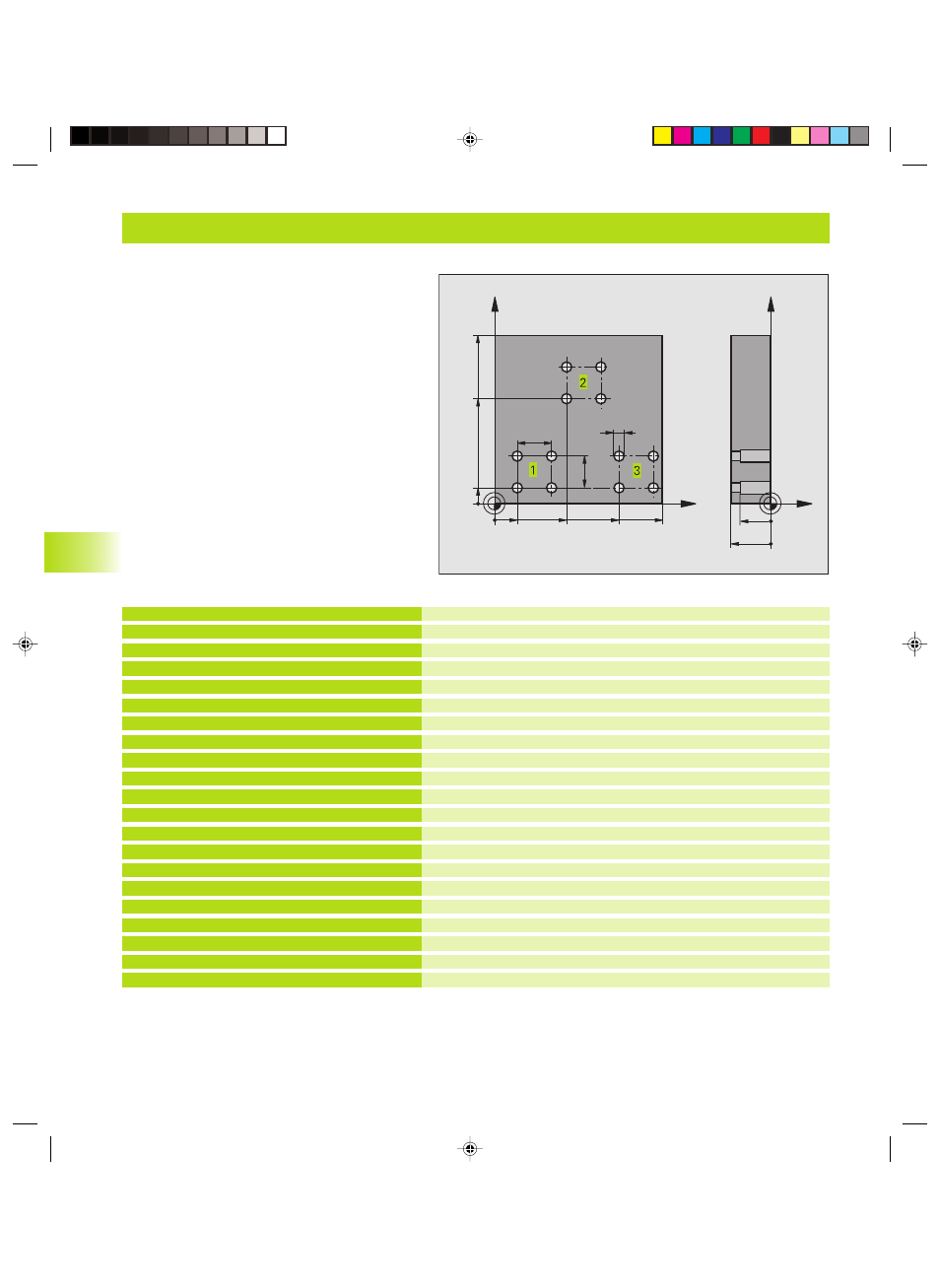
Exemple: Séries de trous avec plusieurs outils
Déroulement du programme
■
Programmer les cycles d‘usinage dans le
programme principal
■
Appeler l‘ensemble du schéma de trous (sous-
programme 1)
■
Aborder les séries de trous dans le sous-
programme 1, appeler la série de trous (sous-
programme 2)
■
Ne programmer la série de trous qu‘une seule
fois dans le sous-programme 2
%SP2 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+4 *
N40 G99 T2 L+0 R+3 *
N50 G99 T3 L+0 R+3,5 *
N60 T1 G17 S5000 *
N70 G00 G40 G90 Z+250 *
N80 G83 P01 +2 P02 -3 P03 +3 P04 0
P05 250 *
N90 L1,0 *
N100 G00 Z+250 M6 *
N110 T2 G17 S4000 *
N120 G83 P01 +2 P02 -25 P03 +5 P04 0
P05 250 *
N130 L1,0 *
N140 G00 Z+250 M6 *
N150 T3 G17 S500 *
N160 G84 P01 +2 P02 -15 P03 0 P04 500 *
N170 L1,0 *
N180 G00 Z+250 M2 *
Définition d‘outil pour le foret à centrer
Définition d‘outil pour le foret
Définition d'outil pour le taraud
Appel d‘outil pour le foret à centrer
Dégager l‘outil
Définition du cycle de centrage
Appeler sous-programme 1 pour l‘ensemble du schéma de trous
Changement d‘outil
Appel d‘outil pour le foret
Définition du cycle Perçage
Appeler sous-programme 1 pour l‘ensemble du schéma de trous
Changement d‘outil
Appel d'outil pour le taraud
Définition du cycle Taraudage
Appeler sous-programme 1 pour l‘ensemble du schéma de trous
Fin du programme principal
X
Y
15
60
100
100
75
10
45
20
20
5
Z
Y
-20
-15
Lkap9.pm6
28.06.2006, 14:55
250