9 cycles de conversion de coordonnées – HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 246
8 Programmation: Cycles
230
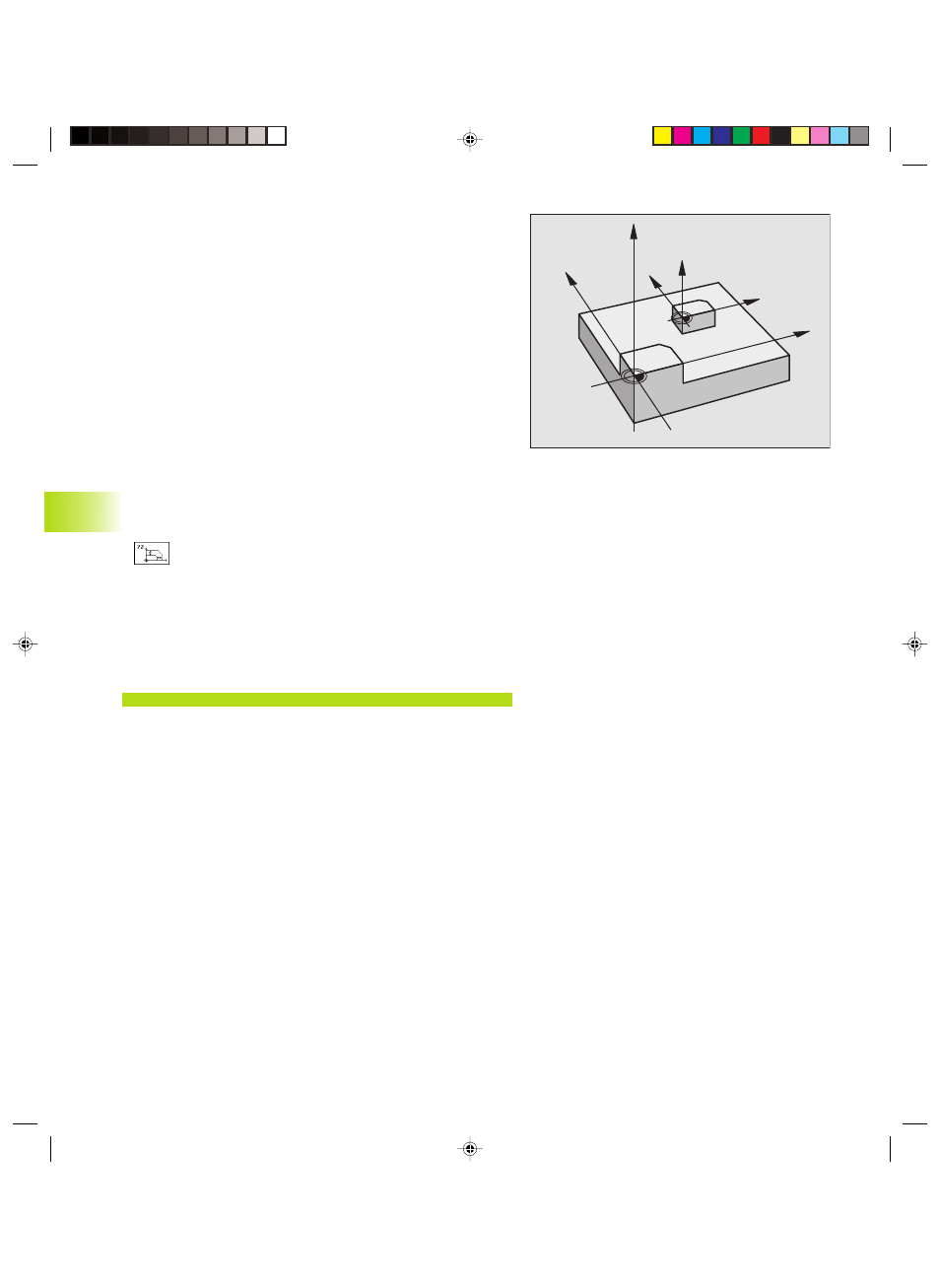
FACTEUR ECHELLE (cycle G72)
A l‘intérieur d‘un programme, la TNC peut faire augmenter ou
diminuer certains contours. Ainsi, par exemple, vous pouvez usiner
en tenant compte de facteurs de retrait ou d‘agrandissement.
Effet
Le FACTEUR ECHELLE est actif dès qu‘il a été défini dans le
programme. Il agit aussi en mode Positionnement avec introduction
manuelle. Le facteur échelle actif apparaît également dans
l‘affichage d‘état supplémentaire.
Le facteur échelle est actif
■
dans le plan d‘usinage, ou simultanément sur les trois axes de
coordonnées (dépend du paramètre-machine 7410)
■
sur l‘unité de mesure dans les cycles
■
sur les axes paraxiaux U,V,W
Condition requise
Avant de procéder à l‘agrandissement ou à la réduction, il convient
de décaler le point zéro sur une arête ou un angle du contour.
ú
Facteur ?: introduire le facteur F; la TNC multiplie les
coordonnées et les rayons par F (tel que décrit au
paragraphe „Effet“)
Agrandissement:
F supérieur à: 1 à 99,999 999
Réduction:
F inférieur à: 1 à 0,000 001
Annulation
Reprogrammer le cycle FACTEUR ECHELLE avec le facteur 1.
Exemple de séquence CN:
N72 G72 F0.980000*
8.9 Cycles de conversion de coordonnées
Z
Z
X
X
Y
Y
Kkap8.pm6
28.06.2006, 14:54
230