4 cont our nag es – coor données car tésiennes – HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 119
103
TNC 410, TNC 426, TNC 430 HEIDENHAIN
Droite en rapide G00
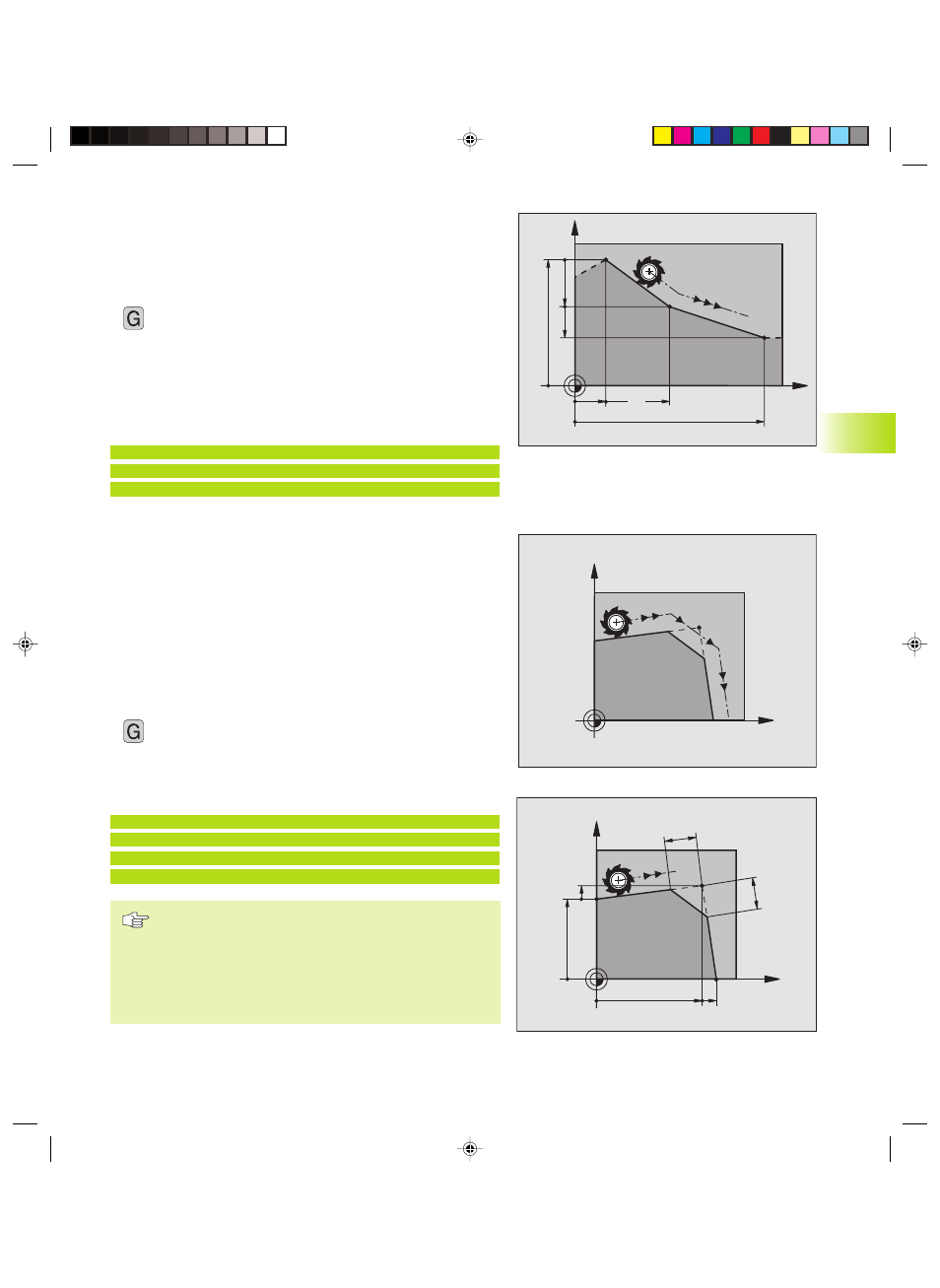
Droite avec avance G01 F . . .
La TNC déplace l‘outil sur une droite allant de sa position actuelle
jusqu‘au point final de la droite. Le point initial correspond au point
final de la séquence précédente.
1
ú
Introduire les coordonnées du point final de la droite
Si nécessaire:
ú
Correction de rayon G40/G41/G42
ú
Avance F
ú
Fonction auxiliaire M
Exemple de séquences CN
N70 G01 G41 X+10 Y+40 F200 M3 *
N80 G91 X+20 Y-15 *
N90 G90 X+60 G91 Y-10 *
Insérer un chanfrein entre deux droites
Les angles de contour formés par l‘intersection de deux droites
peuvent être chanfreinés.
■
Dans les séquences linéaires précédant et suivant la séquence
G24, programmez les deux coordonnées du plan dans lequel le
chanfrein doit être exécuté
■
La correction de rayon doit être identique avant et après la
séquence G24
■
Le chanfrein doit pouvoir être usiné avec l‘outil actuel
24
ú
Valider avec la touche ENT
ú
Chanfrein: introduire la longueur du chanfrein
ú
Avance F (n'agit que dans la séquence G24)
Exemple de séquences CN
N70 G01 G41 X+0 Y+30 F300 M3 *
N80 X+40 G91 Y+5 *
N90 G24 R12 *
N100 X+5 G90 Y+0 *
Un contour ne doit pas débuter par une séquence G24!
Un chanfrein ne peut être exécuté que dans le plan
d‘usinage.
L‘avance de chanfreinage correspond à l‘avance
précédemment programmée.
Le coin sectionné par le chanfrein ne sera pas abordé.
6.4 Cont
our
nag
es – Coor
données car
tésiennes
X
Y
60
15
40
10
10
20
X
Y
X
Y
40
12
30
5
12
5
Gkap6.pm6
28.06.2006, 14:54
103