7 cy cles sl, gr oupe ii (sauf tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 214
8 Programmation: Cycles
198
Introduisez les cotes d‘usinage telles que la profondeur de fraisage,
les surépaisseurs et la distance d‘approche sous formes de
données du contour dans le cycle 120.
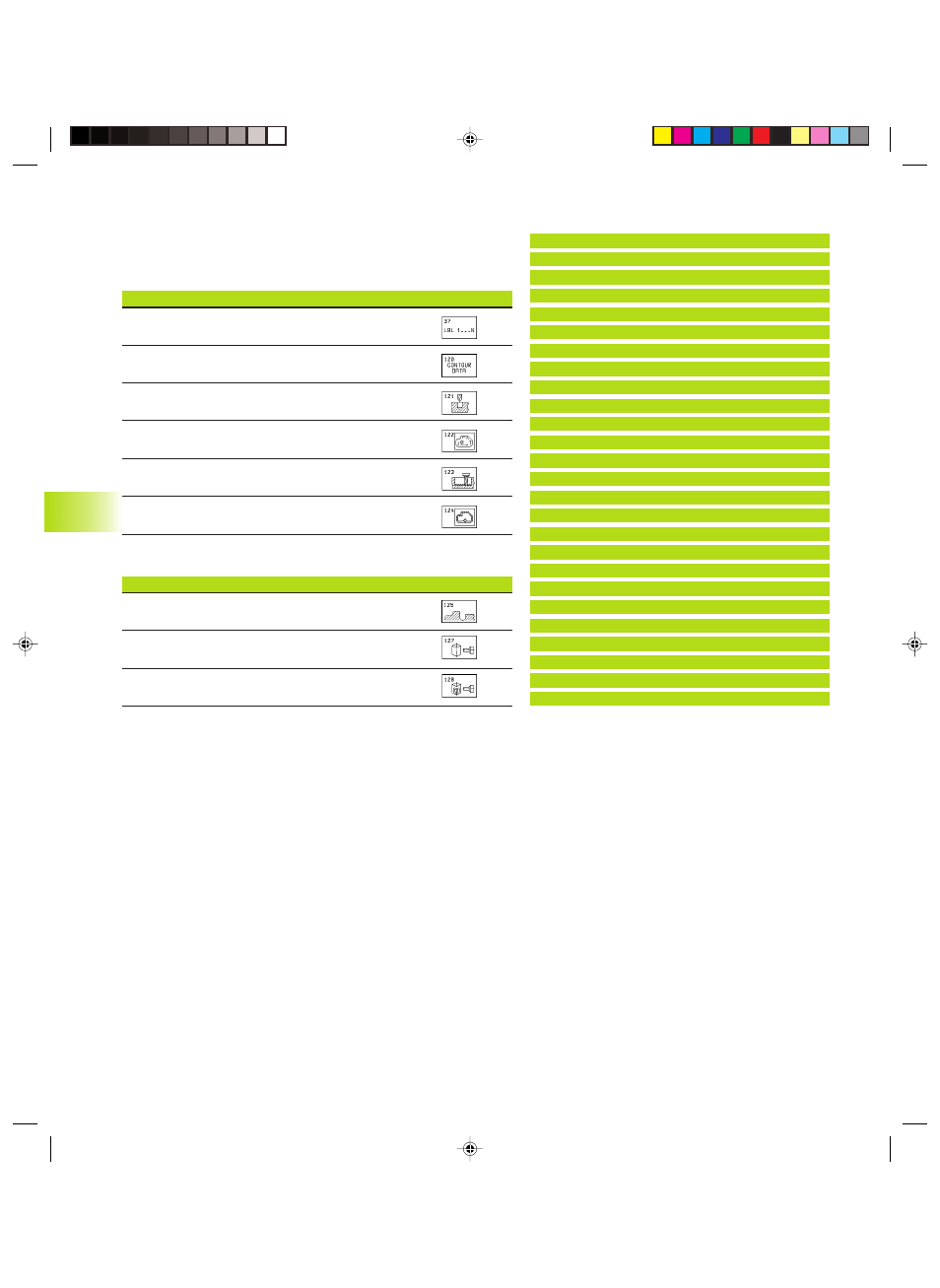
Sommaire: Cycles SL
Cycle
Softkey
G37 CONTOUR (impératif)
G120 DONNEES DU CONTOUR (impératif)
G121 PREPERCAGE (facultatif)
G122 EVIDEMENT (impératif)
G123 FINITION EN PROFONDEUR (facultatif)
G124 FINITION LATERALE (facultatif)
Cycles étendus:
Cycle
Softkey
G125 TRACE DE CONTOUR
G127 CORPS D'UN CYLINDRE
G128 CORPS D'UN CYLINDRE Rainurage
Schéma: Travail avec les cycles SL
%SL2 G71 *
...
N120 G37 ... *
N130 G120... *
...
N160 G121 ... *
N170 G79 *
...
N180 G122 ... *
N190 G79 *
...
N220 G123 ... *
N230 G79 *
...
N260 G124 ... *
N270 G79 *
...
N500 G00 G40 Z+250 M2 *
N510 G98 L1 *
...
N550 G98 L0 *
N560 G98 L2 *
...
N600 G98 L0 *
...
N99999 %SL2 G71 *
8.7 Cy
cles SL,
gr
oupe II (sauf
TNC
41
0)
Kkap8.pm6
28.06.2006, 14:54
198