HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 311
12 Palpeurs 3D
296
12.1 Cycles de palpages en modes
Manuel et Manivelle électronique
La TNC doit avoir été préparée par le constructeur de la
machine pour l‘utilisation d‘un système de palpage 3D
Lorsque vous voulez effectuer des mesures pendant
l‘exécution du programme, veillez à ce que les données
d‘outil (longueur, rayon, axe) puissent être exploitées soit
à partir des données d‘étalonnage, soit à partir de la
dernière séquence T (séléction par PM7411).
Pour la TNC 426, TNC 430, noter également:
Si vous travaillez en alternance avec un palpeur à
commutation et un palpeur mesurant, veillez à
■
sélectionner le palpeur correct avec PM6200
■
ne jamais raccorder simultanément sur la commande
le palpeur mesurant et le palpeur à commutation
La TNC ne peut pas reconnaître le palpeur réellement
présent dans la broche.
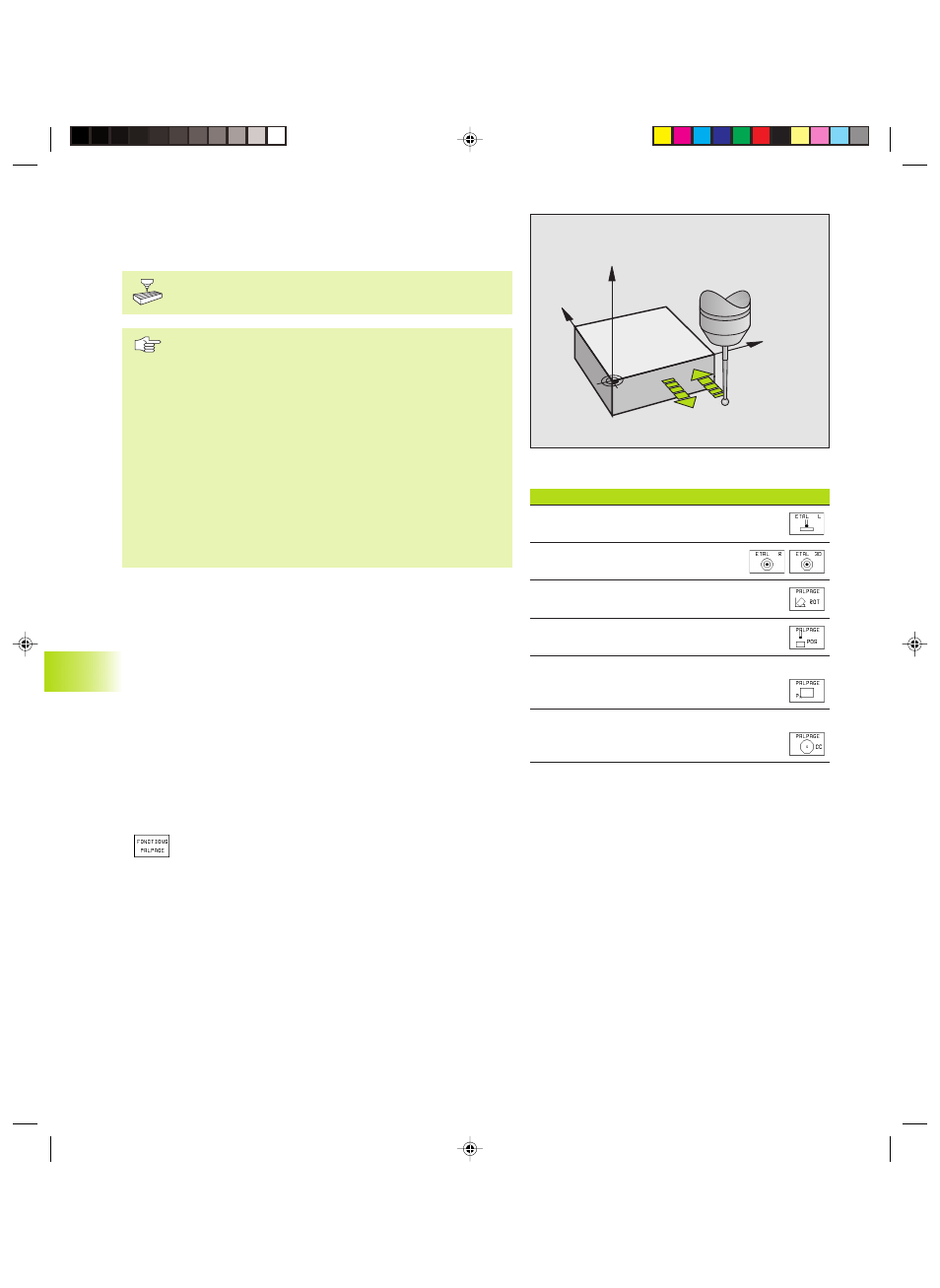
Avec les cycles de palpage, lorsque vous appuyez sur la touche
START externe, le palpeur 3D se déplace parallèlement à l‘axe vers
la pièce. Le constructeur de la machine définit l‘avance de palpage:
cf. figure de droite. Lorsque le palpeur 3D affleure la pièce,
■
le système de palpage 3D transmet un signal à la TNC qui
mémorise les coordonnées de la position de palpage
■
le palpeur 3D s‘arrête et
■
retourne en avance rapide à la position initiale de la procédure de
palpage
Si la tige de palpage n‘est pas déviée sur la course définie, la TNC
délivre un message d‘erreur (course: PM6130 pour palpeur à
commutation et PM6330 pour palpeur mesurant).
Sélectionner la fonction de palpage
ú
Sélectionner le mode Manuel ou Manivelle électronique
ú
Sélectionner les fonctions de palpage: appuyer sur la
softkey FONCTIONS PALPAGE. La TNC affiche d‘autres
softkeys: cf. tableau de droite
Fonction
Softkey
Etalonnage longueur effective
Etalonnage rayon effectif
Rotation de base
Initialisation point de référence
Initialiser un coin comme point de
référence
Initialiser centre cercle comme
point de référence
12.1 Cy
cles de palpag
e en mode Manuel et Maniv
. électr
onique
Y
X
Z
F
F MAX
Okap12.pm6
28.06.2006, 14:54
296