3 etalonner des pièces avec palpeurs 3d – HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 324
TNC 410, TNC 426, TNC 430 HEIDENHAIN
309
Définir l‘angle compris entre l‘axe de référence angulaire et une
arête de la pièce
ú
Sélectionner la fonction de palpage: appuyer sur la
softkey PALPAGE ROT
ú
Angle de rotation: noter l‘angle de rotation affiché si
vous désirez rétablir par la suite la rotation de base
réalisée
ú
Exécuter la rotation de base à partir du côté à
comparer (cf. „Compenser le désaxage de la pièce“)
ú
Avec la softkey PALPAGE ROT, afficher comme angle
de rotation l‘angle compris entre l‘axe de référence
angulaire et l‘arête de la pièce
ú
Annuler la rotation de base ou rétablir la rotation de
base d‘origine:
ú
Initialiser l'angle de rotation à la valeur notée
précédemment
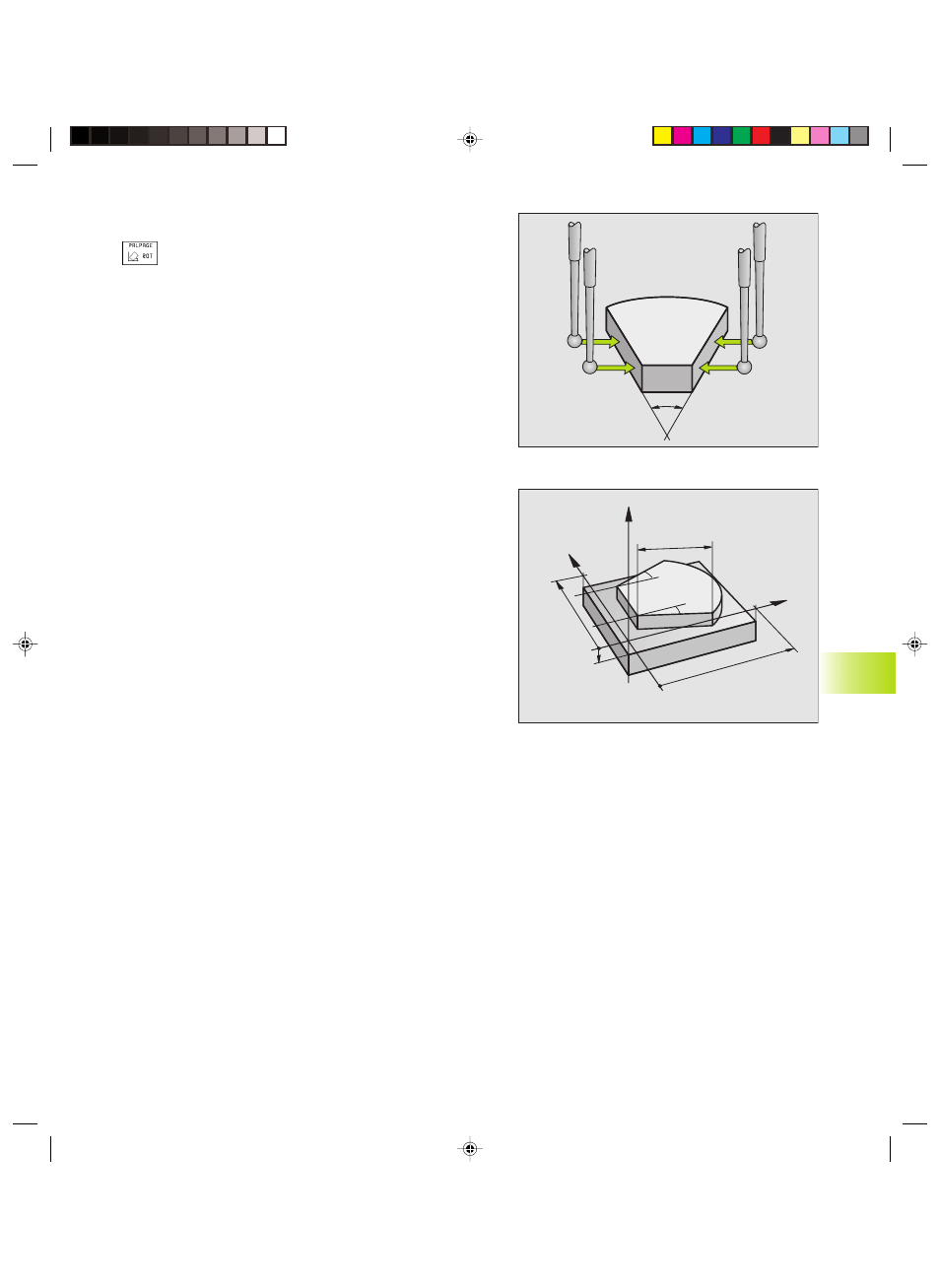
Définir l‘angle compris entre deux arêtes de la pièce
ú
Sélectionner la fonction de palpage: appuyer sur la softkey
PALPAGE ROT
ú
Angle de rotation: noter l‘angle de rotation affiché si vous désirez
rétablir par la suite la rotation de base réalisée
ú
Exécuter la rotation de base pour le premier côté (cf. „Compenser
le désaxage de la pièce“)
ú
Palper le deuxième côté, comme pour une rotation de base. Ne
pas initialiser à 0 l'angle de rotation!
ú
Avec la softkey PALPAGE ROT, afficher comme angle de rotation
l‘angle PA compris entre les arêtes de la pièce
ú
Annuler la rotation de base ou rétablir la rotation de base
d‘origine: Initialiser l'angle de rotation à la valeur notée
précédemment
PA
–10
100
α
?
α
?
L?
X
Z
Y
100
12.3 Etalonner des pièces avec palpeurs 3D
Okap12.pm6
28.06.2006, 14:54
309