7 cy cles sl, gr oupe ii (sauf tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 224
8 Programmation: Cycles
208
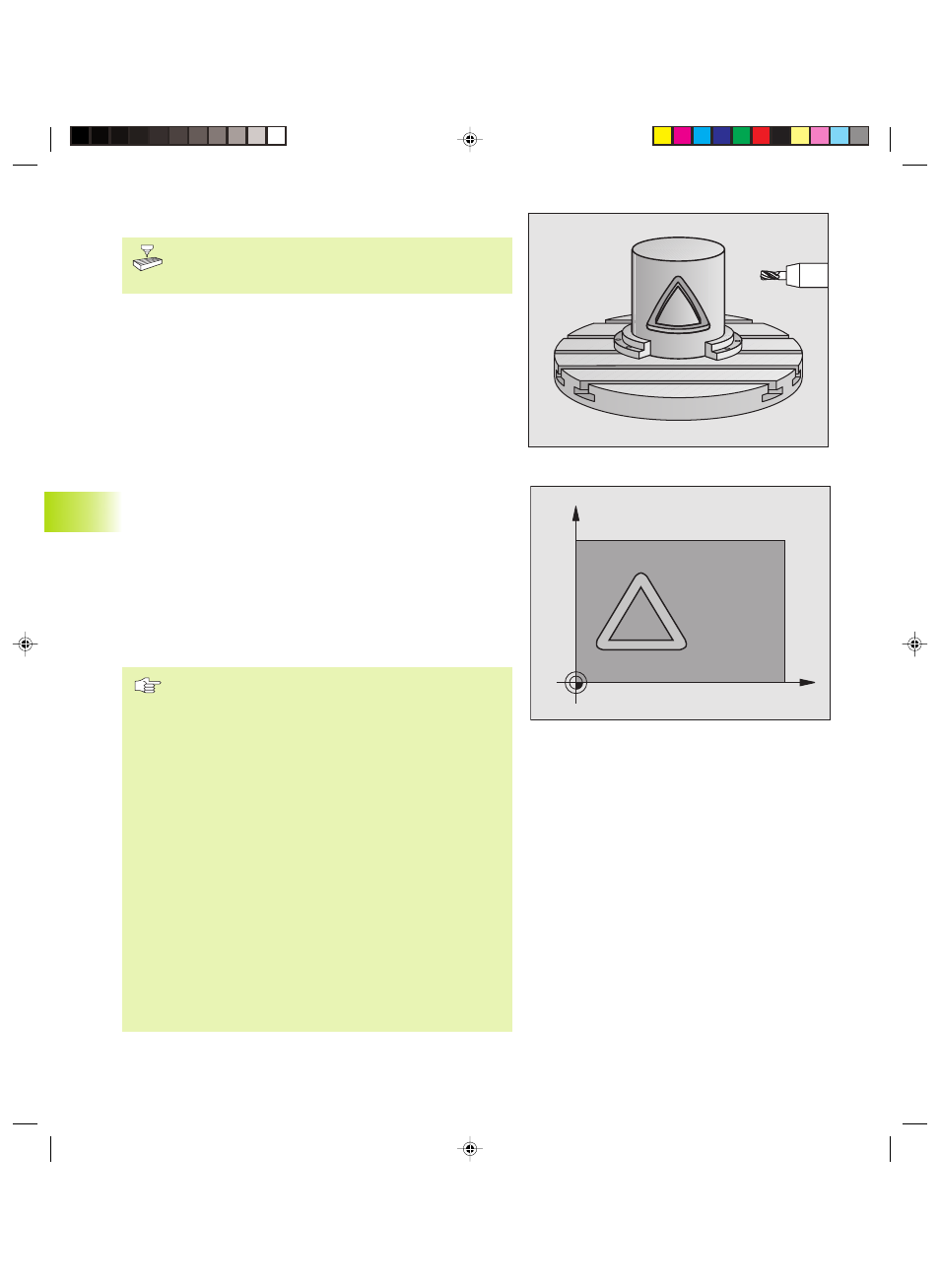
CORPS D'UN CYLINDRE (cycle G127)
La machine et la TNC doivent avoir été préparées par le
constructeur de la machine pour l‘utilisation du cycle
G127 CORPS D'UN CYLINDRE.
Ce cycle vous permet de transposer le déroulé d'un contour sur le
corps d'un cylindre. Dans cette opération, on quitte le contour
programmé avec G40 ou avec G41/G42.
Vous décrivez le contour dans un sous-programme que vous
définissez avec le cycle G37 (CONTOUR).
Le sous-programme contient les coordonnées d'un axe angulaire
(ex. axe C) et de l'axe dont la trajectoire lui est parallèle (ex. axe Z).
Vous disposez des fonctions de contournage G1, G11, G24, G25 et
G2/G3/G12/G13 avec R.
Vous pouvez introduire soit en degrés, soit en mm (inch) les
données dans l‘axe angulaire (lors de la définition du cycle).
1 La TNC positionne l‘outil au-dessus du point de plongée. La
surép. latérale de finition est alors prise en compte.
2 Lors de la première profondeur de passe, l'outil fraise le contour
suivant l'avance de fraisage Q12, le long du contour programmé
3 A la fin du contour, la TNC déplace l'outil à la distance d'approche
et le replace au point de plongée;
4 Les phases 1 à 3 sont répétées jusqu'à ce que le profondeur de
fraisage programmée Q1 soit atteinte
5 Pour terminer, l'outil retourne à la distance d'approche
Remarques avant que vous ne programmiez
La mémoire réservée à un cycle SL est limitée. Ainsi, par
exemple, vous pouvez programmer au maximum 128
séquences linéaires dans un cycle SL.
Le signe du paramètre Profondeur détermine le sens de
l‘usinage.
Il convient d‘utiliser une fraise à denture frontale
(DIN 844).
Le cylindre doit avoir été bridé au centre du plateau
circulaire.
L‘axe de broche doit être perpendiculaire à l‘axe du
plateau circulaire. Dans le cas contraire, la TNC délivre un
message d‘erreur.
Vous ne pouvez pas exécuter ce cycle avec inclinaison
du plan d‘usinage.
La TNC vérifie que la trajectoire corrigée et non-corrigée
de l'outil soit bien située dans la zone d'affichage de l'axe
rotatif (définie dans le paramètre-machine 810.x.) Si la
TNC affiche le message d'erreur „Erreur de
programmation du contour“, initialiser le cas échéant PM
810.x = 0.
C
Z
8.7 Cy
cles SL,
gr
oupe II (sauf
TNC
41
0)
Kkap8.pm6
28.06.2006, 14:54
208
- TNC 122 User Manual
- ND 287 User Manual
- ND 287 User Manual
- ND 282
- ND 282
- ND 282 B
- ND 281 A
- ND 281 B v.1
- ND 221 B v.2
- ND 221 B v.2
- ND 221 B v.2
- ND 221 B v.2
- ND 231 v.2
- ND 231 v.2
- ND 231 B v.1
- ND 221 v.2
- ND 220 v.2
- ND 550 v.2
- NDP 560
- ND 523
- ND 570
- ND 760 v.1
- ND 760 v.3
- ND 760 v.3
- ND 760 v.1
- ND 750 v.2
- ND 760 v.3
- ND 770 v.1
- ND 770 v.1
- ND 770 v.3
- ND 780
- NDP 960
- ND 970
- ND 1200
- ND 1200R
- ND 2100G
- PT 855 for Milling
- PT 855 for Turning
- PT 880
- MSE 1000
- SW 54843x-02
- SW 68894x-02 DIN Programming
- SW 54843x-03
- SW 68894x-03 DIN Programming
- SW 68894x-02
- SW 68894x-03
- MANUALplus 4110
- MANUALplus 4110 Pilot
- CNC Pilot 4290 V7.1
- CNC Pilot 4290 V7.1 Description of B and Y axes
- CNC Pilot 4290
- CNC Pilot 4290 Pilot
- CNC Pilot 4290 Description of the Y axis
- TNC 310 (286 140)
- TNC 310 (286 140)
- TNC 310 (286 140) Pilot
- TNC 310 (286 140) Pilot
- TNC 128 (77184x-02)
- TNC 128 (77184x-01)
- NC 124
- TNC 320 (340 551-01)
- TNC 320 (340 551-02)
- TNC 320 (340 55x-03)
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 320 (340 55x-04)
- TNC 320 (340 55x-04) Cycle programming
- TNC 320 (340 55x-04) ISO programming
- TNC 320 (340 55x-05)
- TNC 320 (340 55x-05) Cycle programming
- TNC 320 (340 55x-05) ISO programming
- TNC 320 (34055x-06)
- TNC 320 (34055x-06) Cycle programming
- TNC 320 (34055x-06) ISO programming
- TNC 320 (77185x-01)
- TNC 320 (77185x-01) Cycle programming
- TNC 320 (77185x-01) ISO programming
- TNC 410
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- TNC 430 (280 472) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- TNC 430 (280 476) ISO programming
- TNC 426 (280 462)
- TNC 430 (280 474)
- TNC 430 (280 474)
- TNC 430 (280 474)
- TNC 430 (280 476) Touch Probe Cycles
- TNC 430 (280 476)
- iTNC 530 (340 420)
- iTNC 530 (340 420) Touch Probe Cycles
- iTNC 530 (340 420) ISO programming
- iTNC 530 (340 422)
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 422) Touch Probe Cycles
- iTNC 530 (340 422) ISO programming
- iTNC 530 (340 49x-01)
- iTNC 530 (340 49x-02) Pilot
- iTNC 530 (340 49x-02) Pilot
- iTNC 530 (340 49x-01) ISO programming
- iTNC 530 (340 49x-02)
- iTNC 530 (340 49x-02) Touch Probe Cycles
- iTNC 530 (340 49x-02) ISO programming
- iTNC 530 (340 49x-03)
- iTNC 530 (340 49x-03) smarT.NC Pilot
- iTNC 530 (340 49x-03) ISO programming
- iTNC 530 (340 49x-04)
- iTNC 530 (340 49x-04) Pilot
- iTNC 530 (340 49x-05) Pilot
- iTNC 530 (340 49x-05) Pilot
- iTNC 530 (340 49x-04) ISO programming
- iTNC 530 (340 49x-05)
- iTNC 530 (340 49x-05) Cycle programming
- iTNC 530 (340 49x-05) ISO programming
- iTNC 530 (340 49x-06)
- iTNC 530 (606 42x-01) Cycle programming
- iTNC 530 (340 49x-06) ISO programming
- iTNC 530 (606 42x-01) Pilot
- 530 (340 49x-07)
- iTNC 530 (606 42x-02) Cycle programming
- 530 (340 49x-07) ISO programming
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (60642x-03)
- iTNC 530 (60642x-03)
- iTNC 530 (60642x-03) Cycle programming
- iTNC 530 (34049x-08) ISO programming
- iTNC 530 (606 42x-01)
- iTNC 530 (606 42x-01) ISO programming
- iTNC 530 (606 42x-02)
- iTNC 530 (606 42x-02) ISO programming
- iTNC 530 (60642x-03) ISO programming
- iTNC 530 (60642x-04)
- iTNC 530 (60642x-04) Cycle programming
- iTNC 530 (60642x-04) ISO programming
- TNC 620 (340 56x-01)
- TNC 620 (340 56x-02)
- TNC 620 (340 56x-02) Cycle programming
- TNC 620 (340 56x-02) ISO programming
- TNC 620 (340 56x-03)
- TNC 620 (73498x-01) Cycle programming
- TNC 620 (340 56x-03) ISO programming
- TNC 620 (34056x-04)
- TNC 620 (73498x-02) Cycle programming
- TNC 620 (34056x-04) ISO programming
- TNC 620 (73498x-01)
- TNC 620 (73498x-01) ISO programming
- TNC 620 (73498x-02)
- TNC 620 (73498x-02) ISO programming
- TNC 620 (81760x-01)
- TNC 620 (81760x-01) Cycle programming
- TNC 620 (81760x-01) ISO programming
- TNC 620 (81760x-02)
- TNC 620 (81760x-02) Cycle programming
- TNC 620 (81760x-02) ISO programming
- TNC 640 (34059x-01)
- TNC 640 (34059x-01) Cycle programming
- TNC 640 (34059x-01) ISO programming
- TNC 640 (34059x-02)
- TNC 640 (34059x-02) Cycle programming
- TNC 640 (34059x-02) ISO programming
- TNC 640 (34059x-04)
- TNC 640 (34059x-04) Cycle programming
- TNC 640 (34059x-04) ISO programming
- TNC 640 (34059x-05)
- TNC 640 (34059x-05) Cycle programming
- TNC 640 (34059x-05) ISO programming