HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Manuel d'utilisation
Page 66
66
2 Mode manuel et dégauchissage
2.4 Initialisation du point de
référ
e
nce (sans palpeur 3D)
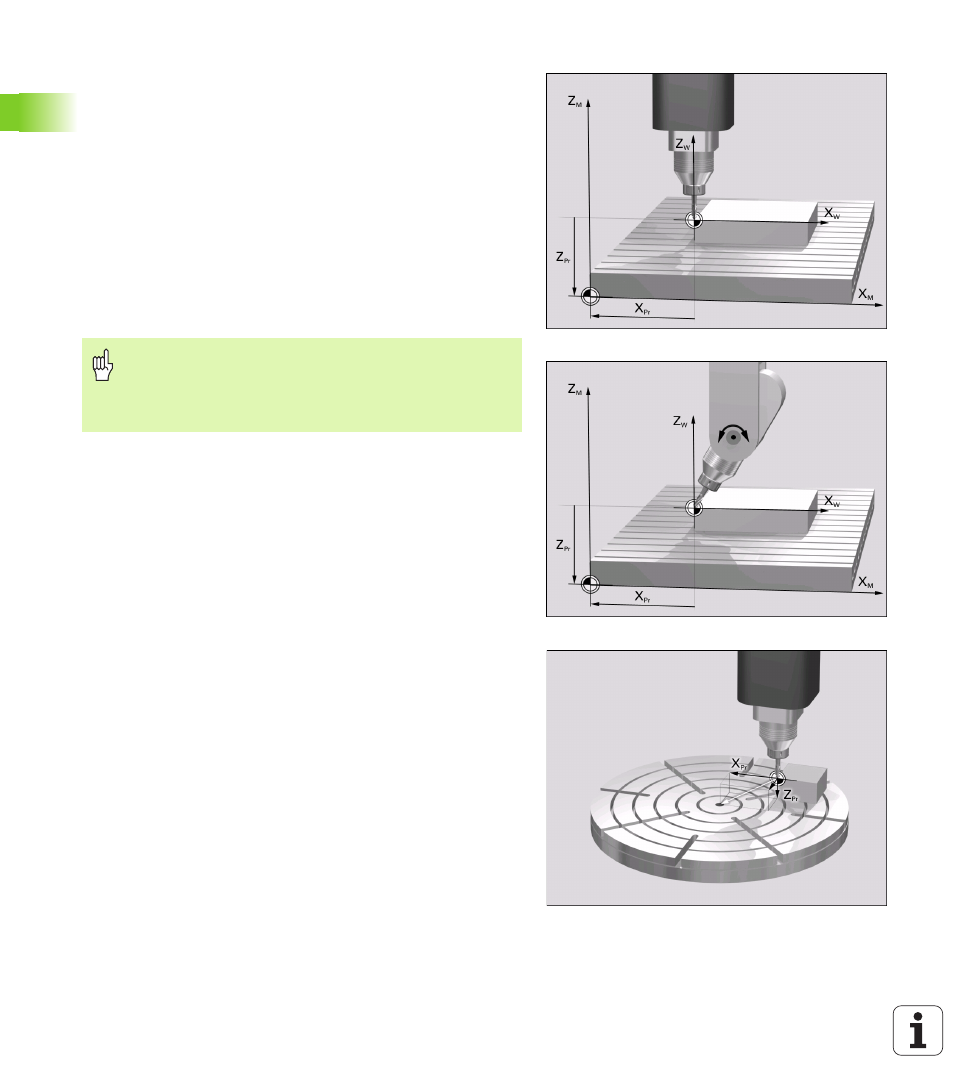
Explication des valeurs enregistrées dans le tableau Preset
Machine simple avec trois axes, sans dispositif d'inclinaison
La TNC enregistre dans le tableau Preset la distance entre le point
de référence pièce et le point de référence (en tenant compte du
signe; cf. figure en haut et à droite)
Machine équipée de tête pivotante
La TNC enregistre dans le tableau Preset la distance entre le point
de référence pièce et le point de référence (en tenant compte du
signe; cf. figure de droite, au centre)
Machine équipée d'un plateau circulaire
La TNC enregistre dans le tableau Preset la distance entre le point
de référence pièce et le centre du plateau circulaire (en tenant
compte du signe; cf. figure en bas et à droite)
Machine équipée d'un plateau circulaire et d'une tête pivotante
La TNC enregistre dans le tableau Preset la distance entre le point
de référence pièce et le centre du plateau circulaire
Notez que lors du décalage d'un appareil diviseur sur la
table de votre machine (réalisé par la modification de la
définition cinématique), les Presets qui ne dépendent pas
directement de l'appareil diviseur peuvent être aussi
décalés le cas échéant.