HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Manuel d'utilisation
Page 228
228
7 Programmation: Fonctions auxiliaires
7.
5 F
onctions auxiliair
es pour les ax
es r
o
tatifs
Effet
M114 est active en début de séquence et M115, en fin de séquence.
M114 n'agit pas lorsque la correction du rayon d'outil est active.
Pour annuler M114, introduisez M115. M114 est également
désactivée en fin de programme.
Conserver la position de la pointe de l'outil lors
du positionnement des axes inclinés (TCPM):
M128 (option du logiciel 2)
Comportement standard
La TNC déplace l'outil jusqu'aux positions définies dans le programme
d'usinage. Dans le programme, si la position d'un axe incliné est
modifiée, le décalage qui en résulte sur les axes linéaires doit être
calculé et le déplacement doit être réalisé dans une séquence de
positionnement (cf. fig. sous M114).
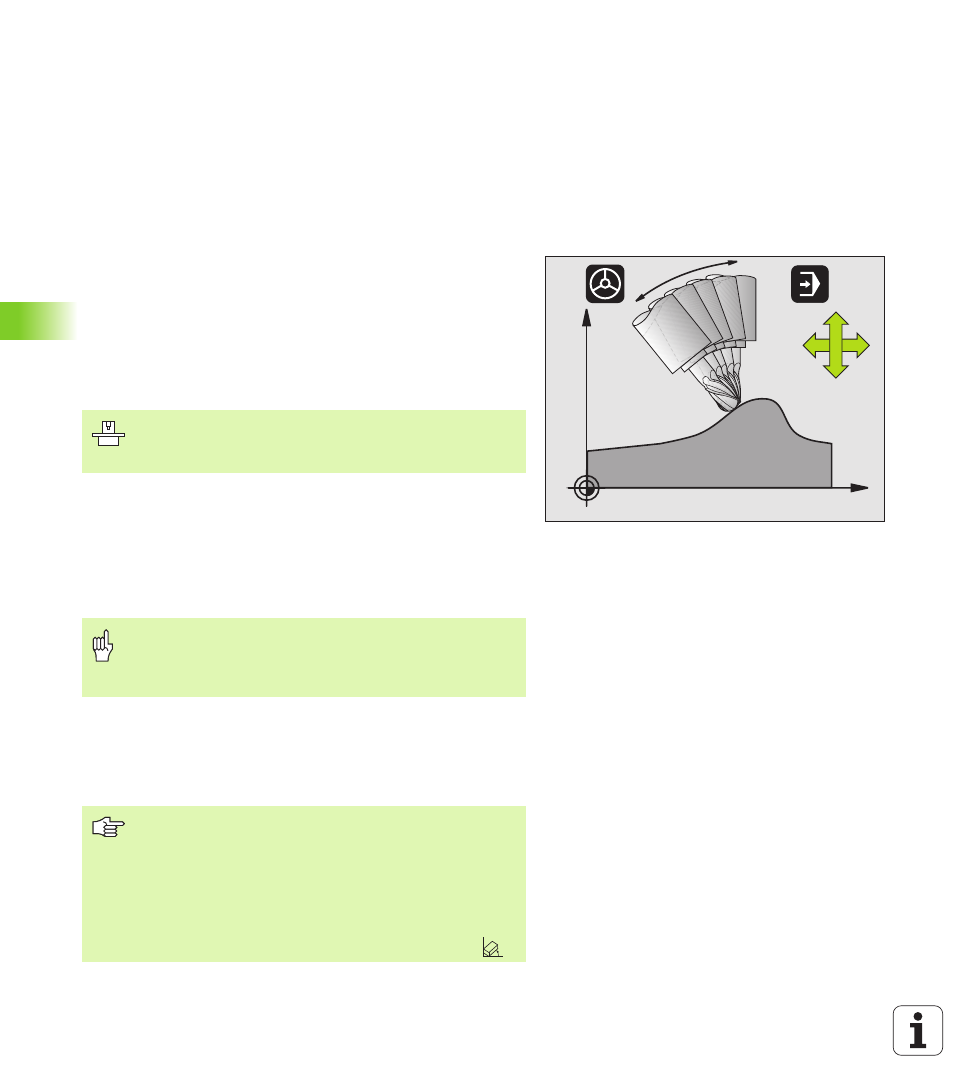
Comportement avec M128 (TCPM: Tool Center Point
Management)
Si la position d'un axe incliné commandé est modifiée dans le
programme, pendant la procédure d'inclinaison, la position de la pointe
de l'outil n'est pas modifiée par rapport à la pièce.
Pour modifier la position de l'axe incliné avec la manivelle pendant
l'exécution du programme, utilisez M128 en liaison avec M118. Lorsque
M128
est active, l'autorisation d'un positionnement avec la manivelle a
lieu dans le système de coordonnées machine.
Derrière M128, vous pouvez encore introduire une avance avec laquelle
la TNC exécutera les déplacements d'équilibrage sur les axes
linéaires. Si vous n'introduisez aucune avance ou si vous introduisez
une avance supérieure à l'avance inscrite dans le paramètre-machine
7471, c'est l'avance du paramètre-machine 7471 qui sera active.
X
Z
B
Z
X
La géométrie de la machine doit être définie par le
constructeur de la machine dans le paramètre-machine
7510 et les suivants.
Pour les axes inclinés avec denture Hirth: Ne modifier la
position de l'axe incliné qu'après avoir dégagé l'outil.
Sinon, la sortie hors de la denture pourrait endommager le
contour.
Avant les positionnements avec M91 ou M92 et avant un
TOOL CALL
: Annuler M128.
Pour éviter d'endommager le contour, vous ne devez
utiliser avec M128 que des fraises à crayon.
La longueur d'outil doit se référer au centre de la bille de la
fraise à bout hémisphérique.
Lorsque M128 est active, la TNC affiche le symbole
.
- TNC 122 User Manual
- ND 287 User Manual
- ND 287 User Manual
- ND 282
- ND 282
- ND 282 B
- ND 281 A
- ND 281 B v.1
- ND 221 B v.2
- ND 221 B v.2
- ND 221 B v.2
- ND 221 B v.2
- ND 231 v.2
- ND 231 v.2
- ND 231 B v.1
- ND 221 v.2
- ND 220 v.2
- ND 550 v.2
- NDP 560
- ND 523
- ND 570
- ND 760 v.1
- ND 750 v.2
- ND 760 v.1
- ND 760 v.3
- ND 760 v.3
- ND 760 v.3
- ND 770 v.1
- ND 770 v.1
- ND 770 v.3
- ND 780
- NDP 960
- ND 970
- ND 1200
- ND 1200R
- ND 2100G
- PT 855 for Milling
- PT 855 for Turning
- PT 880
- MSE 1000
- SW 54843x-02
- SW 68894x-02 DIN Programming
- SW 54843x-03
- SW 68894x-03 DIN Programming
- SW 68894x-02
- SW 68894x-03
- MANUALplus 4110
- MANUALplus 4110 Pilot
- CNC Pilot 4290 V7.1
- CNC Pilot 4290 V7.1 Description of B and Y axes
- CNC Pilot 4290
- CNC Pilot 4290 Pilot
- CNC Pilot 4290 Description of the Y axis
- TNC 310 (286 140)
- TNC 310 (286 140)
- TNC 310 (286 140) Pilot
- TNC 310 (286 140) Pilot
- TNC 128 (77184x-02)
- TNC 128 (77184x-01)
- NC 124
- TNC 320 (340 551-01)
- TNC 320 (340 551-02)
- TNC 320 (340 55x-03)
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 320 (340 55x-04)
- TNC 320 (340 55x-04) Cycle programming
- TNC 320 (340 55x-04) ISO programming
- TNC 320 (340 55x-05)
- TNC 320 (340 55x-05) Cycle programming
- TNC 320 (340 55x-05) ISO programming
- TNC 320 (34055x-06)
- TNC 320 (34055x-06) Cycle programming
- TNC 320 (34055x-06) ISO programming
- TNC 320 (77185x-01)
- TNC 320 (77185x-01) Cycle programming
- TNC 320 (77185x-01) ISO programming
- TNC 410
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- TNC 430 (280 472) Pilot
- iTNC 530 (340 420) Pilot
- TNC 430 (280 476) ISO programming
- TNC 426 (280 462)
- TNC 430 (280 474)
- TNC 430 (280 474)
- TNC 430 (280 474)
- TNC 430 (280 476) Touch Probe Cycles
- TNC 430 (280 474) ISO programming
- TNC 430 (280 476)
- iTNC 530 (340 420)
- iTNC 530 (340 420) Touch Probe Cycles
- iTNC 530 (340 420) ISO programming
- iTNC 530 (340 422)
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 422) Touch Probe Cycles
- iTNC 530 (340 422) ISO programming
- iTNC 530 (340 49x-01)
- iTNC 530 (340 49x-02) Pilot
- iTNC 530 (340 49x-02) Pilot
- iTNC 530 (340 49x-02)
- iTNC 530 (340 49x-02) Touch Probe Cycles
- iTNC 530 (340 49x-02) ISO programming
- iTNC 530 (340 49x-03)
- iTNC 530 (340 49x-03) smarT.NC Pilot
- iTNC 530 (340 49x-03) ISO programming
- iTNC 530 (340 49x-04)
- iTNC 530 (340 49x-04) Pilot
- iTNC 530 (340 49x-05) Pilot
- iTNC 530 (340 49x-05) Pilot
- iTNC 530 (340 49x-04) ISO programming
- iTNC 530 (340 49x-05)
- iTNC 530 (340 49x-05) Cycle programming
- iTNC 530 (340 49x-05) ISO programming
- iTNC 530 (340 49x-06)
- iTNC 530 (606 42x-01) Cycle programming
- iTNC 530 (340 49x-06) ISO programming
- iTNC 530 (606 42x-01) Pilot
- 530 (340 49x-07)
- iTNC 530 (606 42x-02) Cycle programming
- 530 (340 49x-07) ISO programming
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (60642x-03)
- iTNC 530 (60642x-03)
- iTNC 530 (60642x-03) Cycle programming
- iTNC 530 (34049x-08) ISO programming
- iTNC 530 (606 42x-01)
- iTNC 530 (606 42x-01) ISO programming
- iTNC 530 (606 42x-02)
- iTNC 530 (606 42x-02) ISO programming
- iTNC 530 (60642x-03) ISO programming
- iTNC 530 (60642x-04)
- iTNC 530 (60642x-04) Cycle programming
- iTNC 530 (60642x-04) ISO programming
- TNC 620 (340 56x-01)
- TNC 620 (340 56x-02)
- TNC 620 (340 56x-02) Cycle programming
- TNC 620 (340 56x-02) ISO programming
- TNC 620 (340 56x-03)
- TNC 620 (73498x-01) Cycle programming
- TNC 620 (340 56x-03) ISO programming
- TNC 620 (34056x-04)
- TNC 620 (73498x-02) Cycle programming
- TNC 620 (34056x-04) ISO programming
- TNC 620 (73498x-01)
- TNC 620 (73498x-01) ISO programming
- TNC 620 (73498x-02)
- TNC 620 (73498x-02) ISO programming
- TNC 620 (81760x-01)
- TNC 620 (81760x-01) Cycle programming
- TNC 620 (81760x-01) ISO programming
- TNC 620 (81760x-02)
- TNC 620 (81760x-02) Cycle programming
- TNC 620 (81760x-02) ISO programming
- TNC 640 (34059x-01)
- TNC 640 (34059x-01) Cycle programming
- TNC 640 (34059x-01) ISO programming
- TNC 640 (34059x-02)
- TNC 640 (34059x-02) Cycle programming
- TNC 640 (34059x-02) ISO programming
- TNC 640 (34059x-04)
- TNC 640 (34059x-04) Cycle programming
- TNC 640 (34059x-04) ISO programming
- TNC 640 (34059x-05)
- TNC 640 (34059x-05) Cycle programming
- TNC 640 (34059x-05) ISO programming