Exemple: cycles de perçage – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Manuel d'utilisation
Page 293
iTNC 530 HEIDENHAIN
293
8.3 Cy
cles de perçag
e, tar
a
udag
e
et fr
aisag
e
de filets
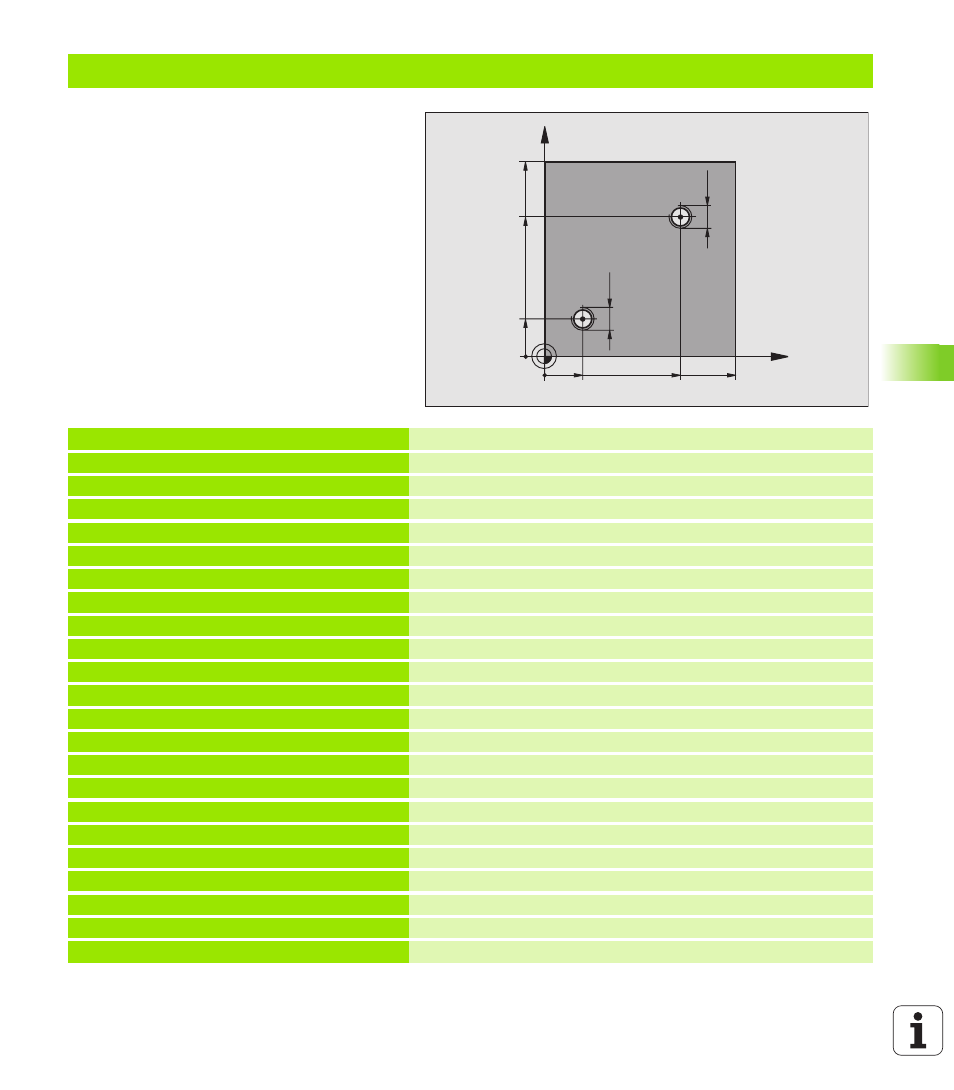
Exemple: Cycles de perçage
Déroulement du programme
Programmer le cycle de perçage dans le
programme principal
Programmation de l'usinage dans le sous-
programme, cf. „Sous-programmes”, page 419
%C18 G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
Définition de la pièce brute
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+6 *
Définition de l'outil
N40 T1 G17 S4500 *
Appel d'outil
N50 G00 G40 G90 Z+250 *
Dégager l'outil
N60 G86 P01 +30 P02 -1,75 *
Définition du cycle Filetage
N70 X+20 Y+20 *
Aborder le trou 1
N80 L1,0 *
Appeler le sous-programme 1
N90 X+70 Y+70 *
Aborder le trou 2
N100 L1,0 *
Appeler le sous-programme 1
N110 G00 Z+250 M2 *
Dégager l’outil, fin du programme principal
N120 G98 L1 *
Sous-programme 1: Filetage
N130 G36 S0 *
Définir l'angle de broche pour l'orientation
N140 M19 *
Orienter la broche (répétition de filetage possible)
N150 G01 G91 X-2 F1000 *
Décaler l’outil pour plongée sans risque de collision (dépend
du diamètre primitif et de l'outil)
N160 G90 Z-30 *
Aller à la profondeur initiale
N170 G91 X+2 *
Amener l’outil à nouveau au centre du trou
N180 G79 *
Appeler le cycle 18
N190 G90 Z+5 *
Dégagement
N200 G98 L0 *
Fin du sous-programme 1
N999999 %C18 G71 *
X
Y
20
20
100
100
70
70
M12
M12