Finition de tenon circulaire (cycle g215) – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Manuel d'utilisation
Page 322
322
8 Programmation: Cycles
8.4 Cy
cles de fr
aisag
e
de poc
h
es, t
e
nons et r
a
inur
es
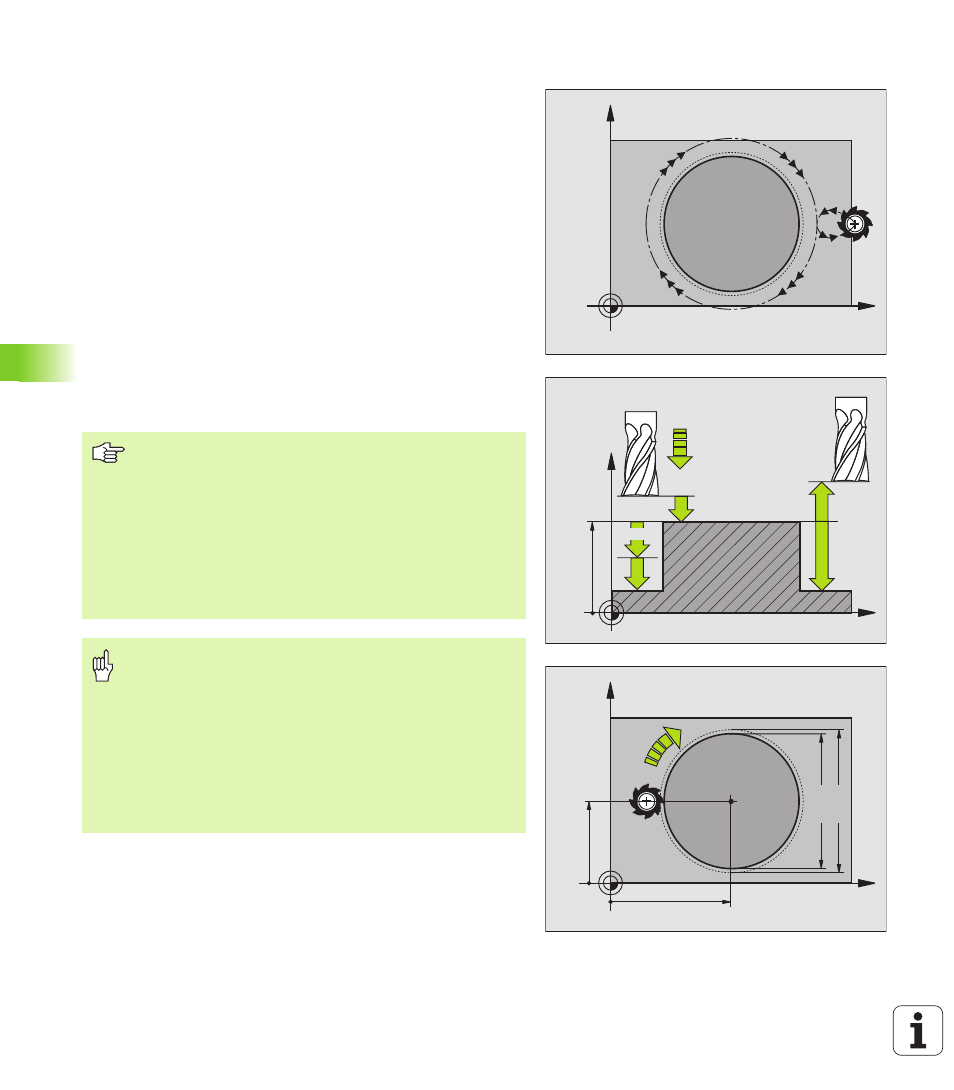
FINITION DE TENON CIRCULAIRE (cycle G215)
1
La TNC déplace l'outil automatiquement dans l'axe de broche à la
distance d'approche ou – si celui-ci est programmé – au saut de
bride, puis au centre du tenon
2
Partant du centre du tenon, l'outil se déplace dans le plan
d'usinage jusqu'au point initial de l'usinage. Le point initial est situé
à droite du tenon, à environ 2 fois la valeur du rayon d'outil
3
Si l'outil se trouve au saut de bride, la TNC le déplace en avance
rapide à la distance d'approche et ensuite, à la première
profondeur de passe suivant l'avance plongée en profondeur
4
Ensuite, l'outil se déplace tangentiellement au contour partiel
usiné et fraise sur le contour en avalant
5
Puis l’outil s'éloigne du contour par tangentement et retourne au
point initial dans le plan d’usinage
6
Ce processus (3 à 5) est répété jusqu'à ce que la profondeur
programmée soit atteinte
7
En fin de cycle, la TNC déplace l'outil en avance rapide à la distance
d'approche ou - si celui-ci est programmé - au saut de bride, puis
pour terminer au centre de la poche (position finale = position
initiale
X
Y
X
Z
Q200
Q201
Q206
Q203
Q204
Q202
X
Y
Q223
Q217
Q216
Q207
Q222
Remarques avant que vous ne programmiez
La TNC pré-positionne automatiquement l'outil dans l'axe
d'outil et dans le plan d'usinage.
Le signe du paramètre de cycle Profondeur détermine le
sens de l’usinage. Si vous programmez Profondeur = 0, la
TNC n'exécute pas le cycle.
Si vous désirez fraiser le tenon dans la masse, utilisez une
fraise à denture frontale (DIN 844). Introduisez une petite
valeur pour l'avance plongée en profondeur.
Avec le paramètre-machine 7441 – bit 2, vous définissez si
la TNC doit délivrer un message d'erreur (bit 2=1) ou ne
pas en délivrer (bit 2=0) en cas d'introduction d'une
profondeur négative.
Danger de collision!
Vous ne devez pas perdre de vue que la TNC inverse le
calcul de la position de pré-positionnement si vous
introduisez une profondeur positive. L'outil se déplace
donc dans l'axe d'outil, en avance rapide, jusqu’à la
distance d'approche en dessous de la surface de la pièce!