Trajectoire circulaire g02/g03/g05 de rayon défini, 4 cont our nag e s – coor données car tésiennes – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Manuel d'utilisation
Page 188
188
6 Programmation: Programmer les contours
6.4 Cont
our
nag
e
s – Coor
données car
tésiennes
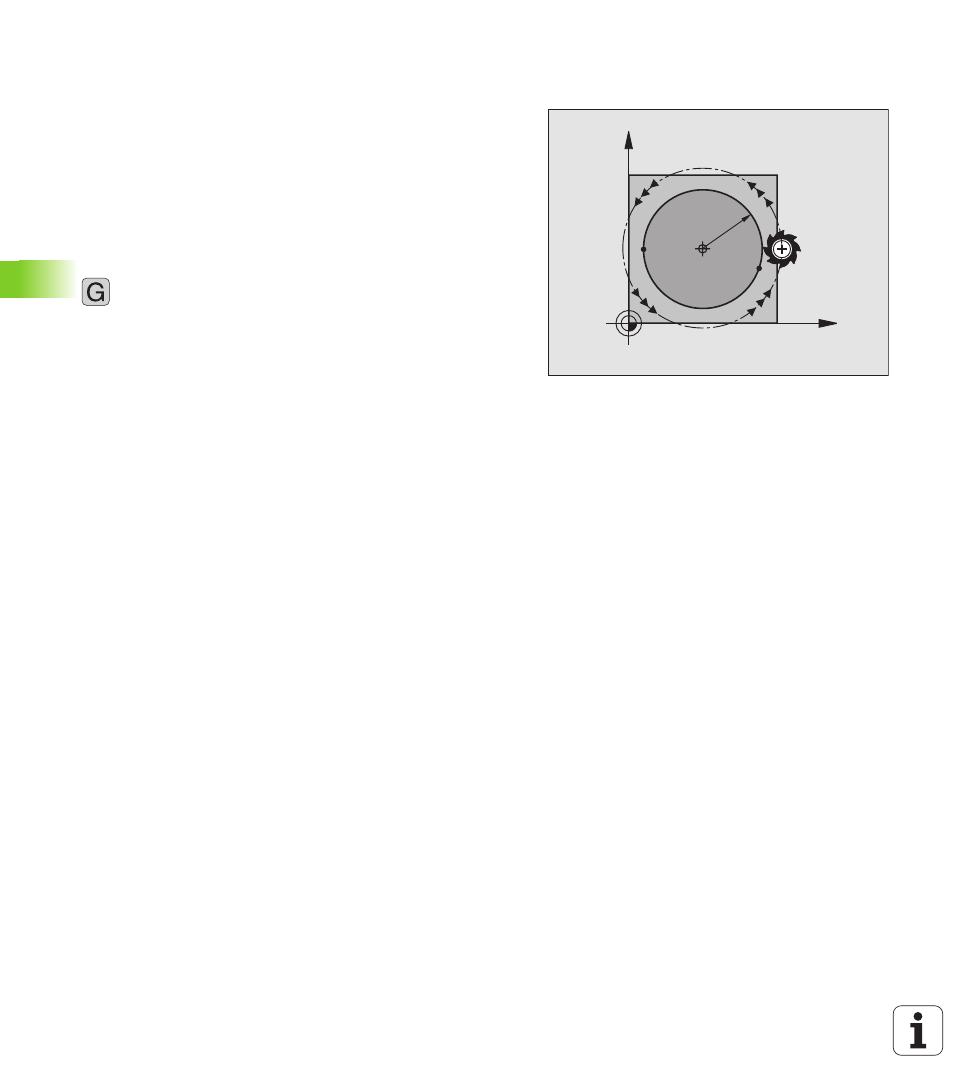
Trajectoire circulaire G02/G03/G05 de rayon
défini
L'outil se déplace sur une trajectoire circulaire de rayon R.
Sens de rotation
sens horaire: G02
sens anti-horaire: G03
sans indication de sens: G05. La TNC se déplace sur la trajectoire
circulaire dans le dernier sens programmé.
DIN/ISO
8
Introduire les coordonnées du point final de l'arc de
cercle
8
Rayon R
Attention: Le signe définit la grandeur de l'arc de
cercle!
Si nécessaire:
8
Avance F
8
Fonction auxiliaire M
Cercle entier
Pour un cercle entier, programmez à la suite deux séquences CR:
Le point final du premier demi-cercle correspond au point initial du
second. Le point final du second demi-cercle correspond au point
initial du premier.
X
Y
I,J
S
1
=E
2
E
1
=S
2
R
3