HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Manuel d'utilisation
Page 314
314
8 Programmation: Cycles
8.4 Cy
cles de fr
aisag
e
de poc
h
es, t
e
nons et r
a
inur
es
8
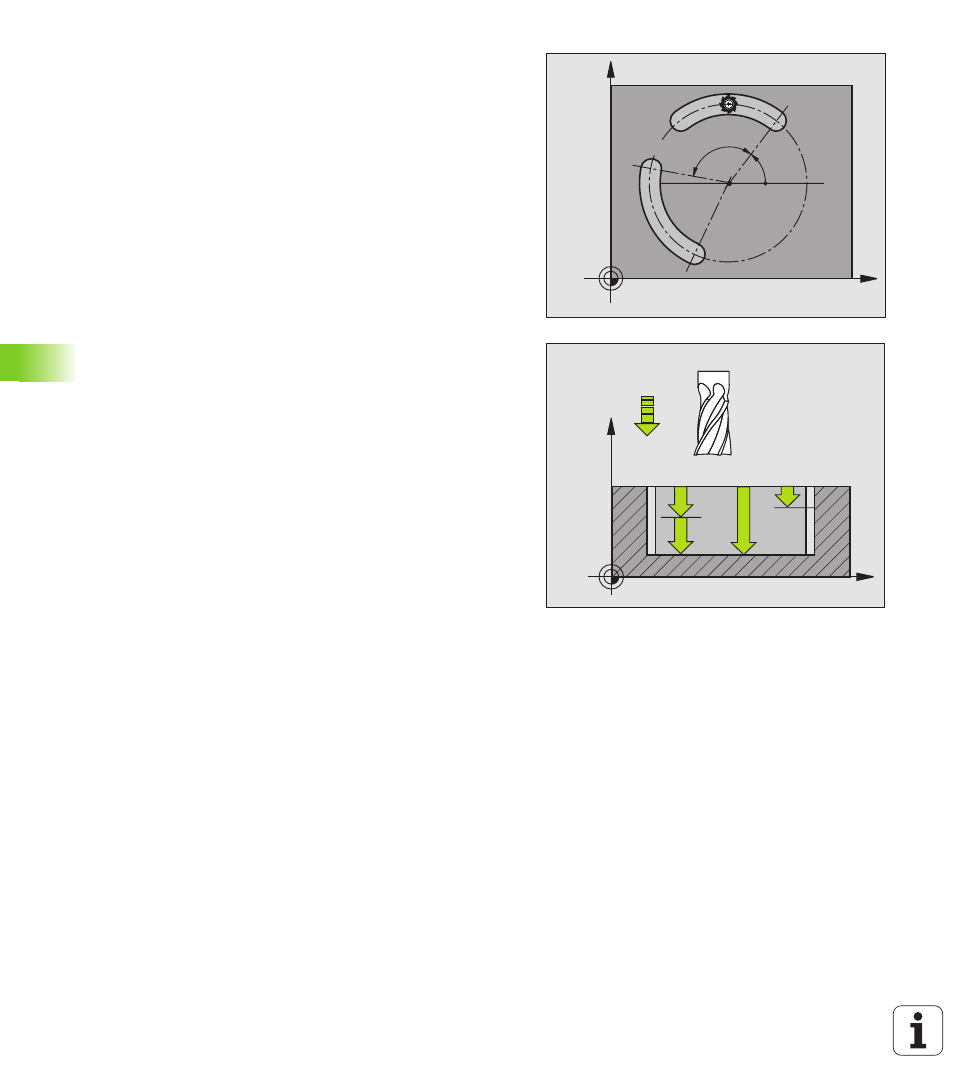
Incrément angulaire
Q378 (en incrémental): Angle de
pivotement de toute la rainure. Le pivot se situe au
centre du cercle primitif
8
Nombre d'usinages
Q377: Nombre d'opérations
d'usinage sur le cercle primitif
8
Avance fraisage
Q207: Vitesse de déplacement de
l'outil lors du fraisage, en mm/min.
8
Mode fraisage
Q351: Type de fraisage avec M03:
+1 = fraisage en avalant
–1 = fraisage en opposition
8
Profondeur
Q201 (en incrémental): Distance entre la
surface de la pièce et le fond de la rainure
8
Profondeur de passe
Q202 (en incrémental): Distance
parcourue par l'outil en une passe; introduire une
valeur supérieure à 0
8
Surép. finition en profondeur
Q369 (en
incrémental): Surépaisseur de finition pour la
profondeur
8
Avance plongée en profondeur
Q206: Vitesse de
l'outil lors de son déplacement au fond, en mm/min.
8
Passe de finition
Q338 (en incrémental): Distance
parcourue par l'outil dans l'axe de broche lors de la
finition. Q338=0: Finition en une seule passe
X
Y
Q376
Q378
X
Z
Q201
Q206
Q202
Q338