Utilisation – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Manuel d'utilisation
Page 130
130
4 Programmation: Principes de base, gestion de fichiers, outils de programmation, gestion de palettes
4.13 Mode de f
onctionnement palet
te a
v
e
c usinag
e or
ienté v
e
rs l'outil
4.13 Mode de fonctionnement
palette avec usinage orienté
vers l'outil
Utilisation
Les tableaux de palettes sont utilisés sur centres d'usinage équipés
de changeurs de palettes: Pour les différentes palettes, le tableau de
palettes appelle les programmes d'usinage qui lui appartiennent et
active les décalages de points zéro ou les tableaux de points zéro
correspondants.
Vous pouvez également utiliser les tableaux de palettes pour exécuter
les uns à la suite des autres différents programmes comportant
différents points de référence.
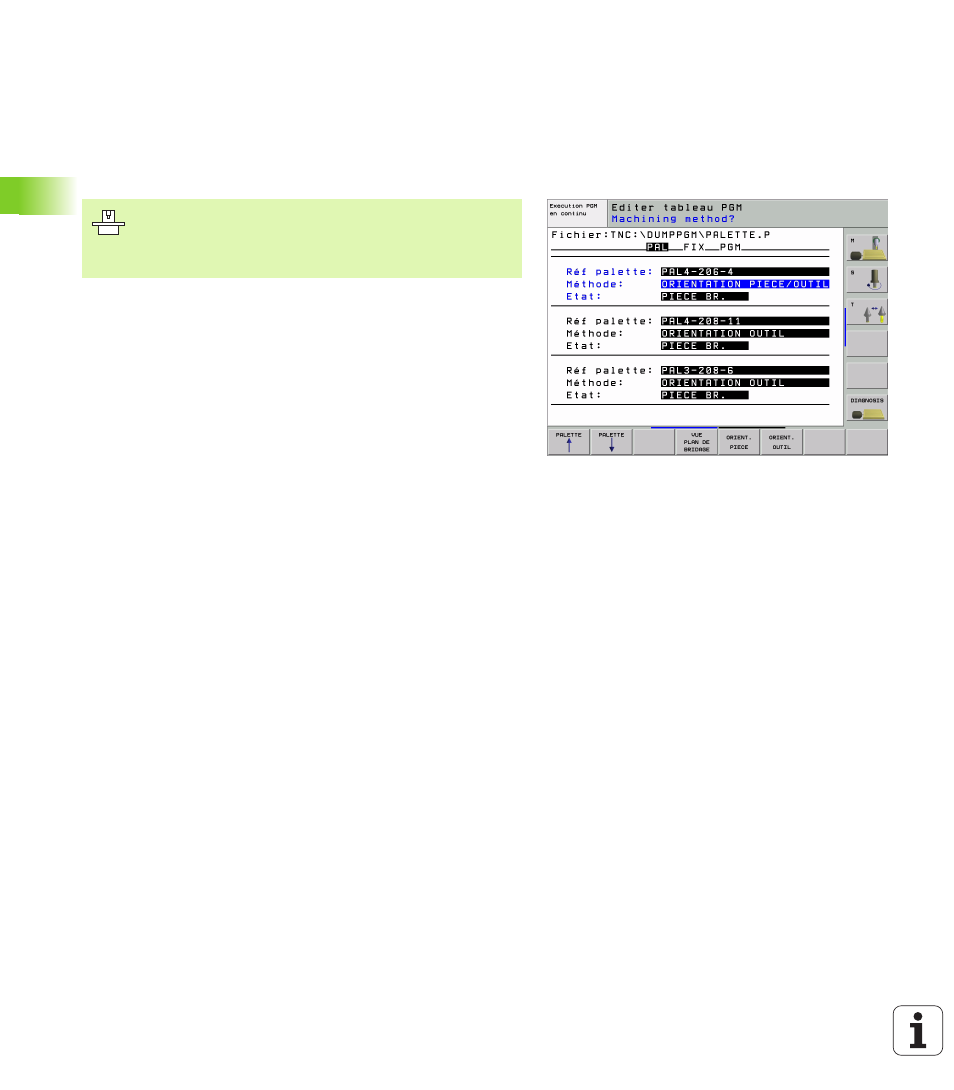
Les tableaux de palettes contiennent les données suivantes:
PAL/PGM
(introduction impérative):
L'introduction PAL définit l'identification d'une palette; FIX désigne
un plan de bridage et PGM vous permet d'indiquer une pièce
W-STATE
:
Etat d'usinage en cours. Avec l'état d'usinage, vous définissez la
progression de l'usinage. Pour la pièce non usinée, introduisez
BLANK
. Lors de l'usinage, la TNC transforme cette introduction en
INCOMPLETE
et en ENDED lorsque l'usinage est terminé. EMPTY désigne
un emplacement sur lequel aucune pièce n'est bridée ou sur lequel
aucun usinage ne doit avoir lieu
METHOD
(introduction impérative):
Indication de la méthode d'optimisation du programme. Avec WPO,
l'usinage est réalisé de manière orientée vers la pièce. Avec TO, la
pièce est usinée avec orientation vers l'outil. Pour intégrer les
pièces suivantes dans l'usinage orienté vers l'outil, vous devez
utiliser la donnée CTO (continued tool oriented). L'usinage orienté
vers l'outil est également possible pour plusieurs bridages d'une
palette mais pas pour plusieurs palettes.
NAME
(introduction impérative):
Nom de la palette ou du programme. C'est le constructeur de la
machine qui définit le nom des palettes (consulter le manuel de la
machine). Les programmes doivent être enregistrés dans le même
répertoire que celui du tableau de palettes. Sinon, il vous faut
introduire le chemin d'accès complet
PRESET
(introduction facultative):
Numéro de Preset du tableau Preset. Le numéro de Preset défini ici
est interprété par la TNC soit comme point de référence de palette
(entrée PAL dans la colonne PAL/PGM) ou comme point de référence
pièce (entrée PGM dans la ligne PAL/PGM)
Le gestionnaire de palettes en liaison avec l'usinage
orienté vers l'outil est une fonction qui dépend de la
machine. L'étendue des fonctions standard est décrite ci-
après. Consultez également le manuel de votre machine.