Défauts de coupage fréquents – Hypertherm THC ArcGlide Manuel d'utilisation
Page 138
4-10
ArcGlide THC
Manuel d’instructions
ENTRETIEN
2
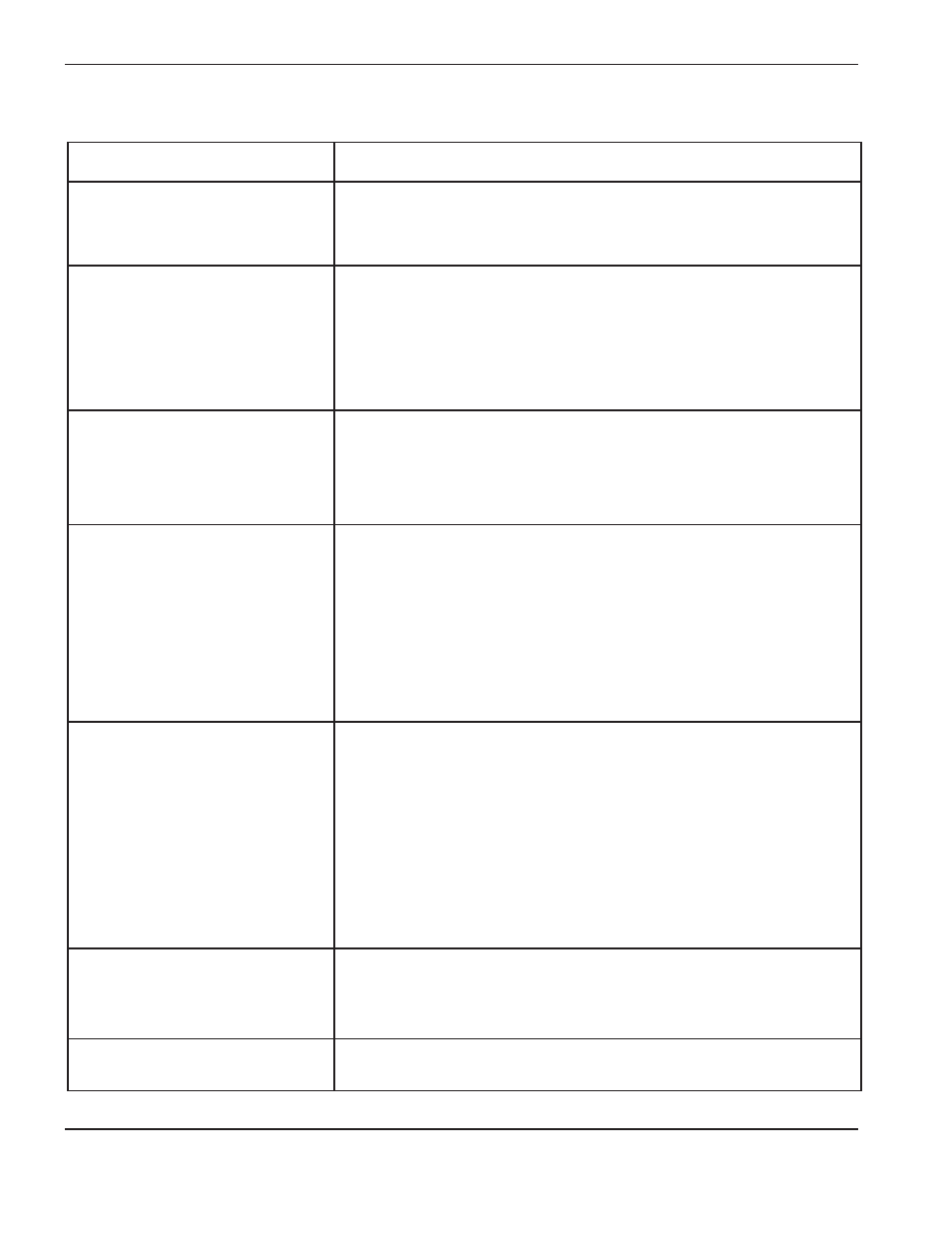
Défaut
Causes possibles
Échec du transfert.
1. La connexion entre le câble de retour et la table de coupe est défectueux.
2. Distance torche-pièce trop élevée.
3. La surface de la pièce à couper est rouillée, huilée ou peinte.
Impossible de percer complètement
la pièce à couper et excès d’étincelles
à sa surface.
1. Le réglage de courant est trop faible (se reporter aux tableaux de coupe).
2. La vitesse de coupe est trop rapide (se reporter aux tableaux de coupe).
3. Les consommables de la torche sont usés (remplacer les consommables).
4. Le métal à couper est trop épais.
5. La surface de la pièce à couper est rouillée, huilée ou peinte.
6. Le réglage du délai de perçage est trop court.
Des bavures apparaissent en bas
de la coupe.
1. La vitesse de coupe n’est pas correcte (se reporter aux tableaux de coupe).
2. Le réglage du courant de l’arc est trop faible (se reporter aux tableaux
de coupe).
3. Les consommables de la torche sont usés (remplacer les consommables).
L’angle de coupe n’est pas droit.
1. Déplacement de la machine dans le mauvais sens. La meilleure qualité
de coupe s’obtient généralement à droite par rapport au mouvement vers
l’avant de la torche.
2. La distance torche-pièce n’est pas correcte (se reporter aux tableaux
de coupe).
3. La vitesse de coupe n’est pas correcte (se reporter aux tableaux de coupe).
4. Le courant de l’arc n’est pas correct (se reporter aux tableaux de coupe).
5. Consommables endommagés.
6. La torche n’est pas montée perpendiculairement à la pièce à couper.
7. Torche endommagée.
Courte durée de vie des
consommables.
1. Le courant de l’arc, la tension de l’arc, la vitesse de déplacement, le retard
du mouvement, le débit des gaz ou la hauteur initiale de la torche ne sont
pas conformes aux spécifications des tableaux de coupe.
2. La coupe de pièces à couper métalliques hautement magnétisées, telle
une pièce à couper ayant une forte teneur en nickel, réduit la durée de vie
des consommables. Dans ce cas, il est difficile d’obtenir une longue durée
de vie des consommables.
3. Début ou fin de la coupe hors de la surface de la pièce à couper. Pour
obtenir une longue durée de vie des consommables, toutes les coupes
doivent commencer et se terminer sur la surface de la pièce à couper.
La torche ne s’allume pas.
La torche n’est pas activée. Pour les systèmes plasma HPR et HPR XD,
vérifier que la mise sous tension à distance est correctement câblée sur
l’interface plasma. Pour plus de renseignements consulter l’Interface plasma
Hypernet (141161) dans ce chapitre.
La taille de la pièce est erronée.
La valeur de saignée n’est pas correctement définie.
Défauts de coupage fréquents