HEIDENHAIN CNC Pilot 4290 Pilot Manuel d'utilisation
Page 89
89
Fraisage
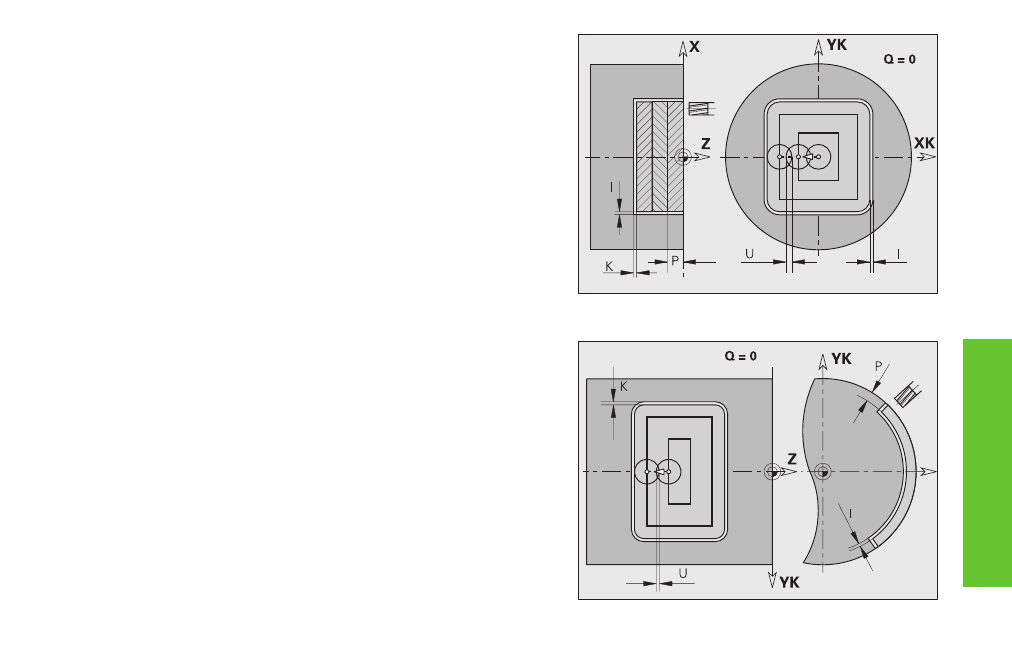
Fraisage de poches, ébauche G845
Fraisage de poches, finition G846
G845 effectue l'ébauche et G846, la finition de contours/figures fermés.
Paramètres
NS:
Numéro de séquence (référence: section du contour)
P:
Profondeur de fraisage (max.) (plongée sur le plan de fraisage)
R:
Rayon de l'arc de cercle d'approche/de sortie – par défaut: 0
(seulement avec G846)
n
R=0: élément de contour directement abordé; positionnement
au point d'approche, au-dessus du plan de fraisage – puis plongée
verticale en profondeur
nÿ
R>0: la fraise se déplace sur l'arc de cercle d'approche/de
sortie qui se raccorde par tangentement à l'élément de contour
I, K:
Surépaisseur dans le sens X, Z (avec G845 seulement)
U:
Facteur (min.) de recouvrement - recouvrement des trajectoires
de fraisage (recouvrement = U*diamètre de la fraise) – par
défaut: 0,5
V:
Facteur de dépassement – sans signification pour les opérations
d'usinage avec axe C
H:
Sens de déplacement de la fraise – par défaut: 0
n
H=0: en opposition
n
H=1: en avalant
F:
Avance de plongée (pour plongée en profondeur) – par défaut:
avance active
E:
Avance réduite pour éléments circulaires – pas d'introduction:
avance en cours
J:
Plan de retrait – pas d'introduction: retour à la position initiale
nÿ
face frontale ou face arrière: position de retrait dans le sens Z
n
pourtour: position de retrait dans le sens X (cote de diamètre)
Q:
Sens d'usinage – par défaut: 0
n
Q=0: de l'intérieur vers l'extérieur
nÿ
Q=1: de l'extérieur vers l'intérieur