HEIDENHAIN CNC Pilot 4290 Pilot Manuel d'utilisation
Page 57
57
Outil,
cor
rections
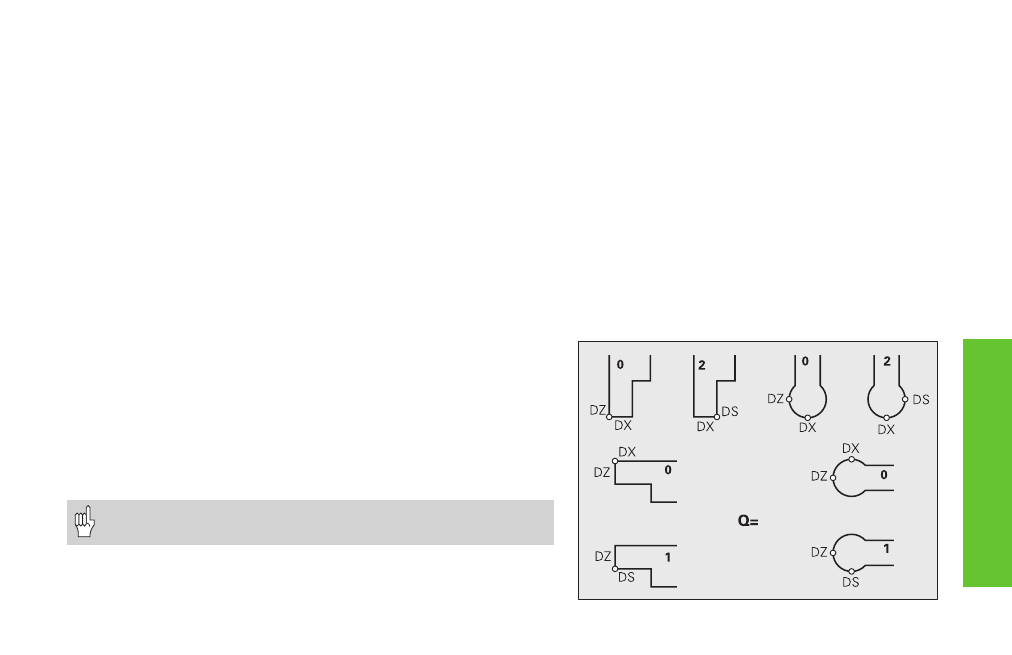
(Changement de la) correction de la dent d'outil G148
„O“ définit les corrections d'usure à compenser. DX, DZ sont activées
au lancement du programme et après une commande T.
Paramètre
O:
Sélection - par défaut: 0
■
O=0: DX, DZ actif - DS inactif
■
O=1: DS, DZ actif - DX inactif
■
O=2: DX, DS actif - DZ inactif
Les cycles de gorges G860..G866 tiennent compte
automatiquement de la „bonne“ correction d'usure.
Appel d'outil T
Le numéro WAPP suit „T“. Vous pouvez introduire directement le numéro
T ou le sélectionner dans la liste des outils (commuter avec la touche
„CONTINUER“).
Numéro WAPP:
W: Numéro du porte-outils
A: Numéro du groupe de logements
PP: Numéro d'emplacement dans le porte-outils
Si vous travaillez avec outils multiples, programmez
„T PP.S“ ou „T WAPP.S“ (S=numéro de l'arête de coupe secondaire).