HEIDENHAIN CNC Pilot 4290 Pilot Manuel d'utilisation
Page 61
61
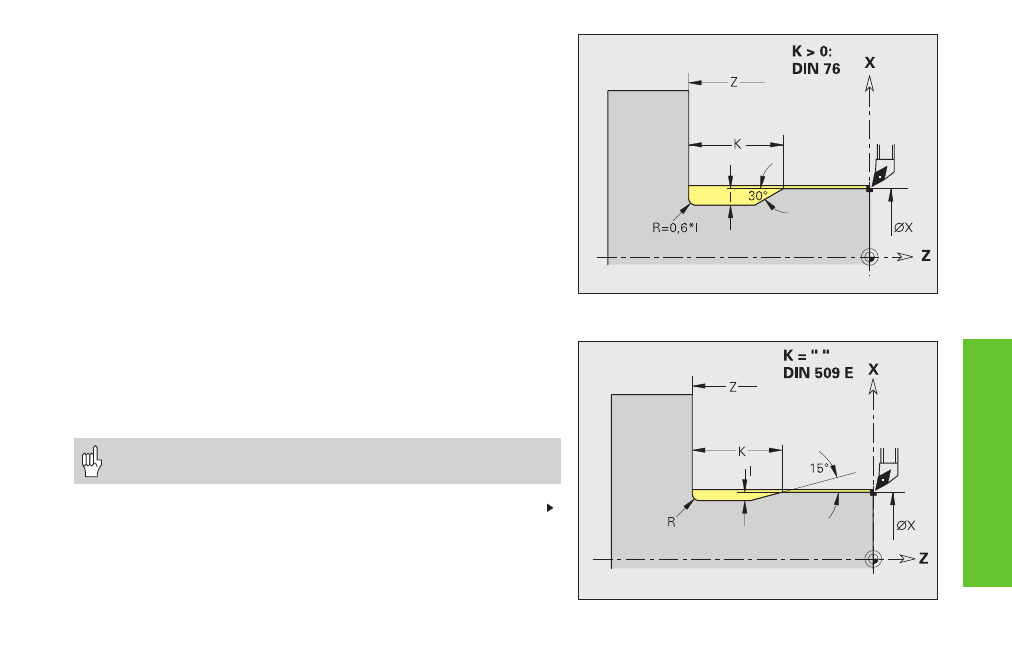
Dégagement DIN 76 (dégagement de filetage)
Suite: cf. page suivante
Dégagement DIN 509 E
Cy
cles simples de t
our
nag
e
Cycle de dégagement G85
G85 réalise des dégagements selon DIN 509 E, DIN 509 F et DIN 76
(dégagements de filetage). La CNC PILOT détermine le type de
dégagement à l'aide de „K“. Paramètres pour dégagements: cf. tableau
Le cylindre sera usiné si vous positionnez l'outil sur le diamètre du
cyclindre („X“) „devant“ le cylindre.
Les arrondis du dégagement de filetage sont exécutés avec le
rayon 0,6 * I.
Paramètres
X, Z: Point-cible (X comme cote de diamètre)
I:
Profondeur/surépaisseur de finition (cote de rayon)
■
DIN 509 E, F: surépaisseur de finition – par défaut: 0
■
DIN 76: profondeur du dégagement
K:
Largeur du dégagement et type de dégagement
■
K pas d'introduction: DIN 509 E
■
K=0: DIN 509 F
■
K>0: longueur dégagement pour DIN 76
E:
Avance réduite (pour l'usinage du dégagement) – pas
d'introduction: avance active
• La correction du rayon de la dent ne sera pas réalisée.
• Les surépaisseurs ne seront pas compensées