HEIDENHAIN CNC Pilot 4290 Pilot Manuel d'utilisation
Page 20
20
Filet (général) G37-Géo
G37 définit les types de filets indiqués. Vous enchaînez les filets en
programmant successivement plusieurs séquences G01/G37.
Paramètres
Q:
Type de filet – par défaut: 1
■
Q=1: filet à pas fin ISO métrique (DIN 13 al. 2, série 1)
■
Q=2: filet ISO métrique (DIN 13 al. 1, série 1)
■
Q=3: filet conique ISO métrique (DIN 158)
■
Q=4: filet conique à pas fin ISO métrique (Q158)
■
Q=5: filet trapézoïdal ISO métrique (DIN 103 al. 2, série 1)
■
Q=6: filet métr. plat trapézoïdal (DIN 308 al. 2, série 1)
■
Q=7: filet à dent de scie métrique (DIN 13 al. 2, série 1)
■
Q=8: filet rond cylindrique (DIN 405 al. 1, série 1)
■
Q=9: filet Whitworth cylindrique (DIN 259)
■
Q=10: filet Whitworth conique (DIN 2999)
■
Q=11: filet pas de gaz Whitworth (DIN 2999)
■
Q=12: filet non standard
■
Q=13: filet grossier UNF US
■
Q=14: filet fin UNF US
■
Q=15: filet extra-fin UNEF US
■
Q=16: filet pas de gaz conique NPT US
■
Q=17: filet pas de gaz Dryseal conique NPTF US
■
Q=18: filet pas de gaz cylindrique NPSC US avec graissage
■
Q=19: filet pas de gaz cylindrique NPFS US sans graissage
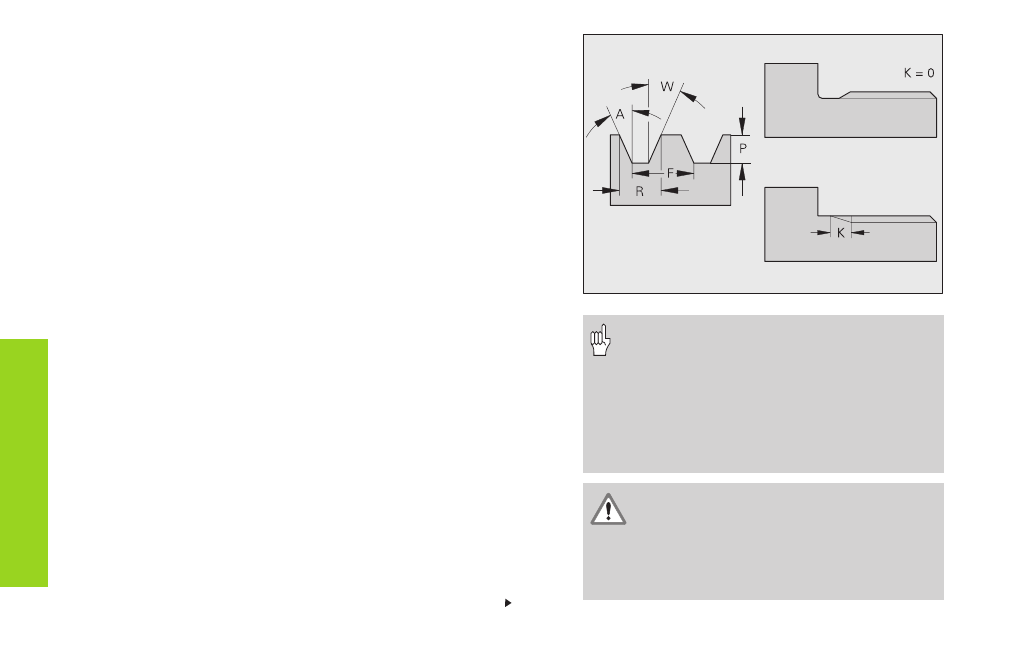
F:
Pas de vis – doit être indiqué pour Q=1, 3..7, 12.
P:
Profondeur du filet – à n'indiquer que pour Q=12
K:
Longueur de sortie (pour filets sans dégagement
de filetage - par défaut: 0
El
é
ments de f
o
rm
e
pour d
é
finition du contour
Suite: cf. page suivante
• Avant G37, programmez un élément de
contour linéaire en tant qu'élément de
référence.
• Le filet est usiné avec G31.
• Pour les filets normés, les paramètres P, R,
A et W sont définis par la CNC PILOT.
• Utilisez Q=12 si vous désirez utiliser des
paramètres individuels.
Le filet est créé sur la longueur de l'élément
de référence. Pour les opérations d'usinage
sans dégagement de filetage, il convient de
programmer un autre élément linéaire pour
que la CNC PILOT puisse exécuter le
dépassement de filet sans risque de collision.