HEIDENHAIN CNC Pilot 4290 Pilot Manuel d'utilisation
Page 66
66
V:
Définition chanfrein/arrondi au début/à la fin de la section de
contour – par défaut: 0
Chanfrein/arrondi sera usiné:
n
V=0: au début et à la fin
n
V=1: au début
n
V=2: à la fin
n
V=3: pas d'usinage
n
V=4: seul le chanfrein/l'arrondi sera usiné – et non pas l'élément
de base (condition: la section de contour comporte un seul
élément de contour)
D:
Occultation d'éléments (agit sur l'usinage de dégagements, de
tournages libres: cf. tableau) – par défaut: 0
B:
Avance chariots pour usinage 4 axes
■
B=0: les deux chariots travaillent sur le même diamètre - avec
avance double
■
B<>0: distance par rapport au chariot „de tête“ (l'avance). Les
chariots travaillent avec la même avance et sur des diamètres
différents.
■
B<0: chariot dont le numéro est le plus élevé est en tête
■
B>0: chariot dont le numéro est le moins élevé est en tête
Cy
cles de t
our
nag
e
avec suivi du contour
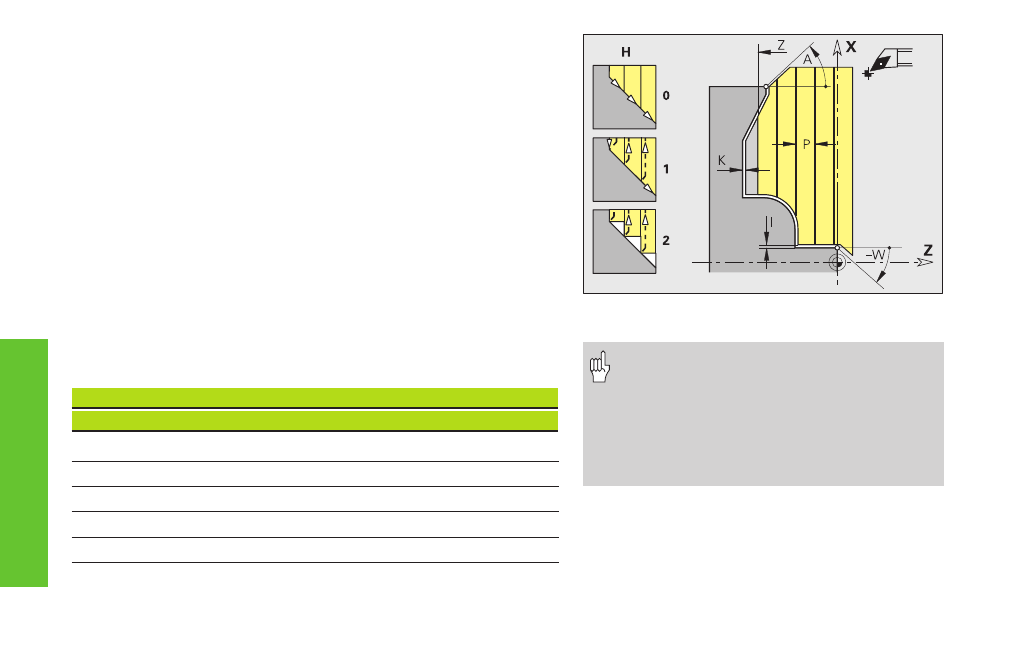
Ebauche transversale avec suivi du contour G820
D
G22
G23
G23
G25
G25
G25
=
H0
H1
H4
H5/6
H7..9
0
•
•
•
•
•
•
1
•
•
•
–
–
–
2
•
•
–
•
•
•
3
•
•
–
–
–
–
4
•
•
–
–
•
–
„•“: occultation d‘éléments
La correction du rayon de la dent sera
exécutée
Les surépaisseurs (G57/G58) seront prises
en compte
Avec les cycles 4 axes, faîtes attention aux
outils identiques (type d'outil, rayon de la
dent, angle de la dent, etc.).