HEIDENHAIN CNC Pilot 4290 Pilot Manuel d'utilisation
Page 64
64
Cy
cles simples de t
our
nag
e
Cycle rayon G87
G87 crée des rayons de transition aux angles internes et externes,
perpendiculaires et paraxiaux. Le sens de l'arrondi découle de „position/
sens d'usinage“ de l'outil
L'élément longitudinal ou transversal précédent sera usiné si l'outil est
situé avant l'exécution du cycle sur la coordonnée X ou Z de l'angle de
contour.
Paramètres
X, Z: Angle de contour (cote de diamètre X)
B
Rayon
E
Avance réduite – pas d'introduction: avance active
• La correction du rayon de la dent sera exécutée
• Les surépaisseurs ne seront pas compensées
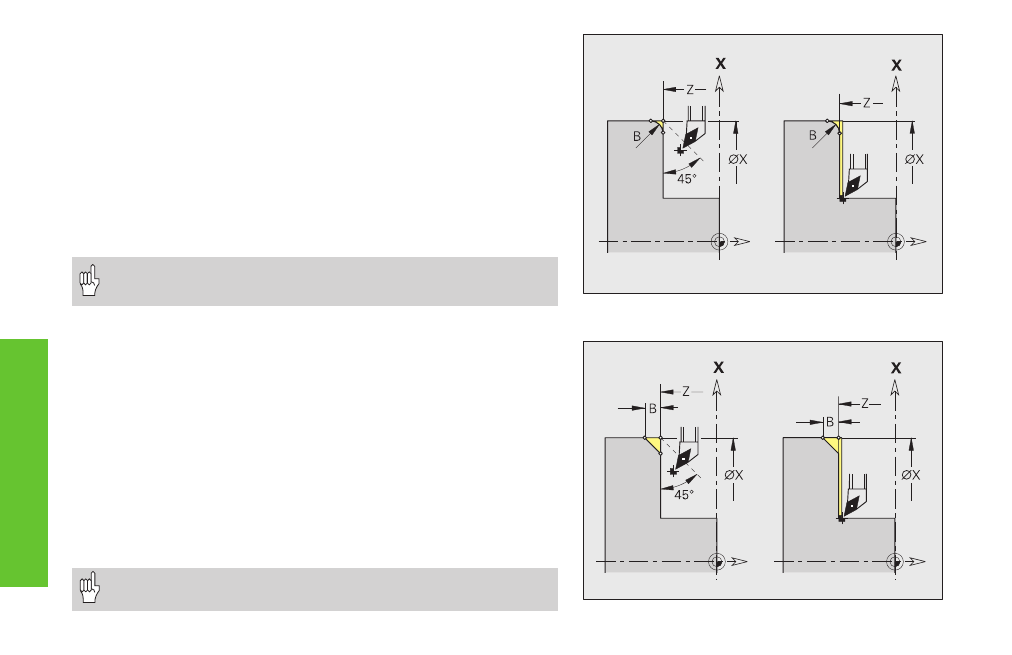
Cycle chanfrein G88
G88 crée des chanfreins aux angles externes de contour,
perpendiculaires et paraxiaux. Le sens du chanfrein découle de „position/
sens d'usinage“ de l'outil
L'élément longitudinal ou transversal précédent sera usiné si l'outil est
situé avant l'exécution du cycle sur la coordonnée X ou Z de l'angle de
contour.
Paramètres
X, Z: Angle de contour (cote de diamètre X)
B
Largeur du chanfrein
E
Avance réduite – pas d'introduction: avance active
• La correction du rayon de la dent sera exécutée
• Les surépaisseurs ne seront pas compensées