HEIDENHAIN CNC Pilot 4290 Pilot Manuel d'utilisation
Page 59
59
Cy
cles simples de t
our
nag
e
Tournage longitudinal simple G81
Fin du cycle G80
G80 termine les cycles d'usinage.
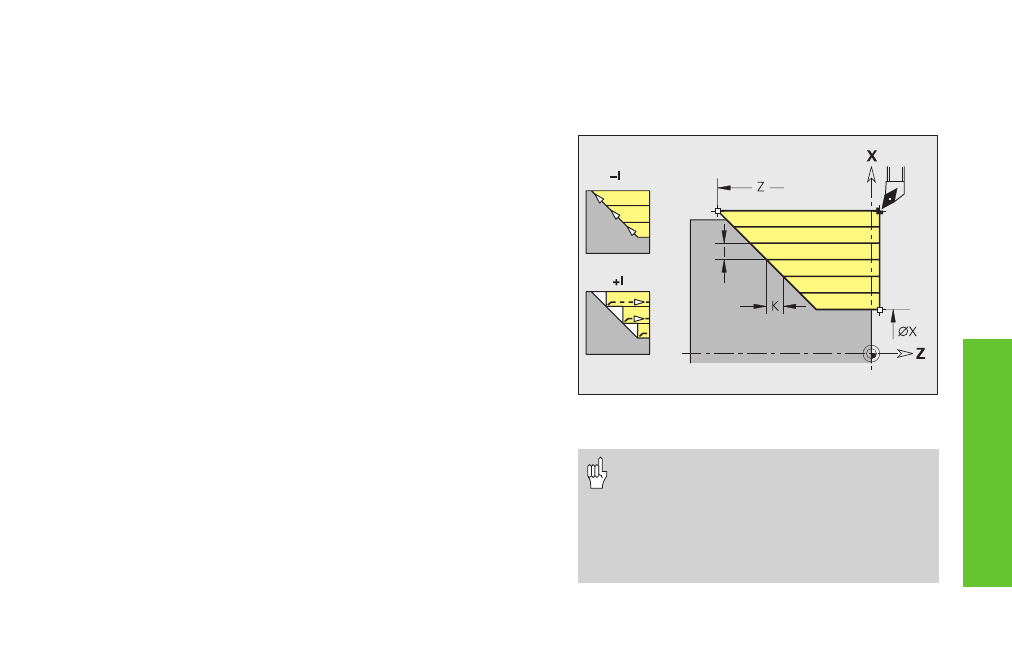
Tournage longitudinal simple G81
Tournage transversal simple G82
G81/G82 usine (ébauche) la zone de contour décrite par la position effec-
tive de l'outil et par „X, Z“. Pour un biseau, définissez l'angle avec I et K.
A la fin du cycle l'outil est situé:
■
G81: X – dernière coordonnée de relevage; Z - point initial du cycle
■
G82: X – point initial du cycle; Z – derniière coordonnée de relevage
Paramètres
X/Z:
Point-cible du contour (cote de diamètre X)
Q:
Plongée Fct. G – par défaut: 0
■
0: plongée avec G0 (avance rapide)
■
1: plongée avec G1 (avance de travail)
G81:
I:
Plongée max. dans le sens de X
■
I<0: avec retrait du contour
■
I>0: sans retrait du contour
K:
Décalage dans le sens de Z – par défaut: 0
G82:
I:
Décalage dans le sens de X - par défaut: 0
K:
Plongée max. dans le sens Z
■
K<0: avec retrait du contour
■
K>0: sans retrait du contour
• La correction du rayon de la dent ne sera
pas réalisée.
• Surépaisseurs (G57): seront corrigées et
restent actives après la fin du cycle
• Distance de sécurité après chaque coupe:
1 mm.