HEIDENHAIN CNC Pilot 4290 Pilot Manuel d'utilisation
Page 86
Advertising
86
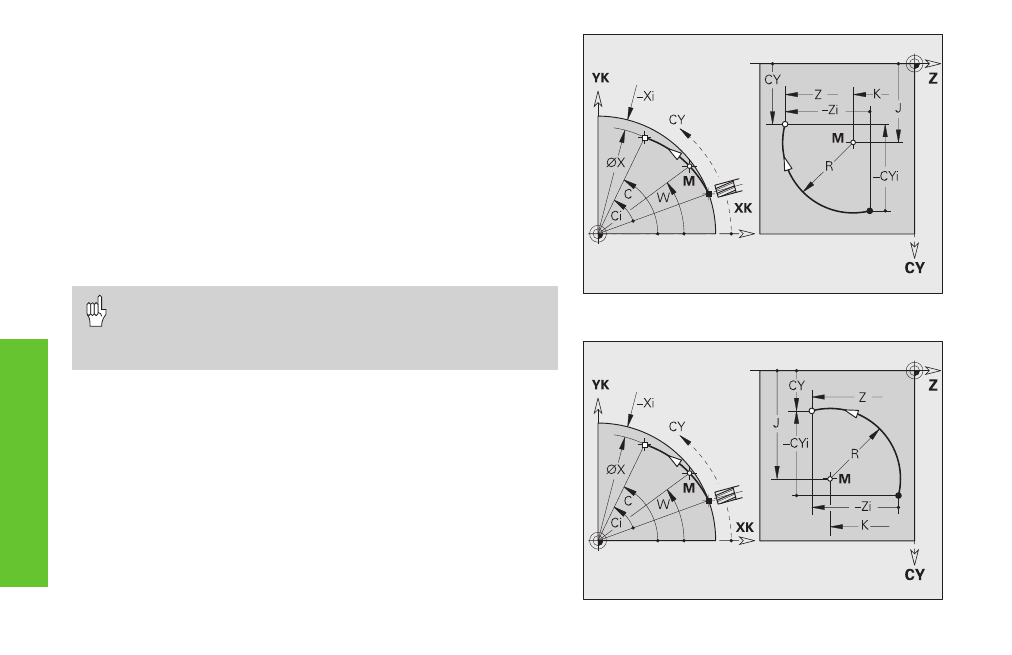
Arc de cercle G112
Arc de cercle G113
Usinage sur le pourtour
Arc de cercle sur le pourtour G112 / G113
L'outil se déplace selon l'avance de travail en suivant une trajectoire
circulaire jusqu'au „point final“.
Paramètres
Z, C: Point final, angle final
CY:
Point final comme cote de segment (référence: développé du
pourtour avec diamètre de référence G120)
R:
Rayon
K, W: Position, angle du centre
J:
Position du centre comme cote de segment (référence: développé
du pourtour avec diamètre de référence G120)
X:
Profondeur finale (cote de diamètre) – par défaut: position
effective en X
• Programmez soit Z, C ou Z, CY ou K, W ou K, J.
• Programmer soit le „centre“ soit le „rayon“.
• Pour le „rayon“:, seuls sont possibles les arcs de cercle
180°.
Advertising