HEIDENHAIN CNC Pilot 4290 Pilot Manuel d'utilisation
Page 56
56
Sur
é
paisseurs, distances
de s
é
cur
it
é
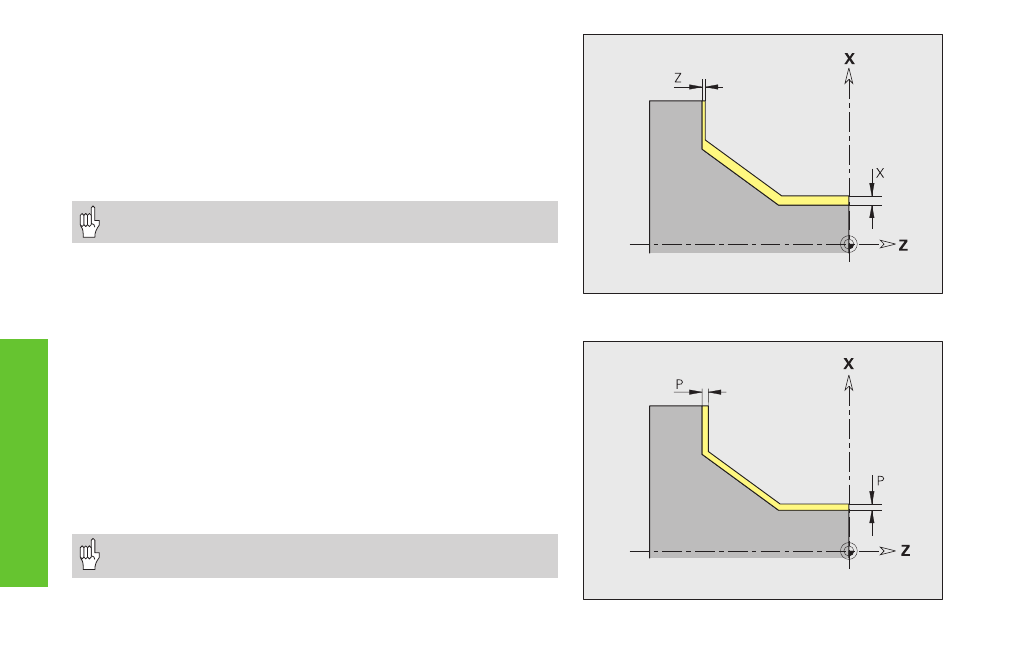
Surépaisseur parallèle au contour (équidistante) G58
G58 définit une surépaisseur parallèle au contour. Une surépaisseur
négative est autorisée avec G890. G58 est programmée avant le cycle.
Après l'exécution du cycle, les surépaisseurs
■
sont effacées: G810, G820, G830, G835, G860, G869, G890
■
ne sont pas effacées: G81, G82, G83
Paramètre
P:
Surépaisseur
Si la surépaisseur est programmée avec G58 et dans le cycle, la
commande utilise celle qui est programmée dans le cycle.
Surépaisseur paraxiale G57
G57 définit différentes surépaisseurs en X et Z. G57 doit être
programmée avant le cycle.
Après l'exécution du cycle, les surépaisseurs
■
sont effacées: G810, G820, G830, G835, G860, G869, G890
■
ne sont pas effacées: G81, G82, G83
Paramètre
X, Z: Surépaisseur (cote de diamètre X)
Si les surépaisseurs sont programmées avec G57 et dans le
cycle, la commande utilise les surépaisseurs du cycle.