HEIDENHAIN CNC Pilot 4290 Pilot Manuel d'utilisation
Page 16
16
Dégagement G25-Géo
G25 crée les contours de dégagements indiqués ci-après sur les angles
de contours paraxiaux. La signification des paramètres dépend du type
de dégagement.
Si l'on programme G25
■
après l'élément de référence, le dégagement est exécuté à la fin de
l'élément de référence.
■
avant l'élément de référence, le dégagement est exécuté au début de
l'élément de référence.
Appel de la macro de contour (exemple):
N.. G1
Z.. /élément longitudinal comme élément de réf.
N.. G25H..I..K.. .. /contour de dégagement
N.. G1
X.. /élément transversal de raccordement
Suite: cf. page suivante
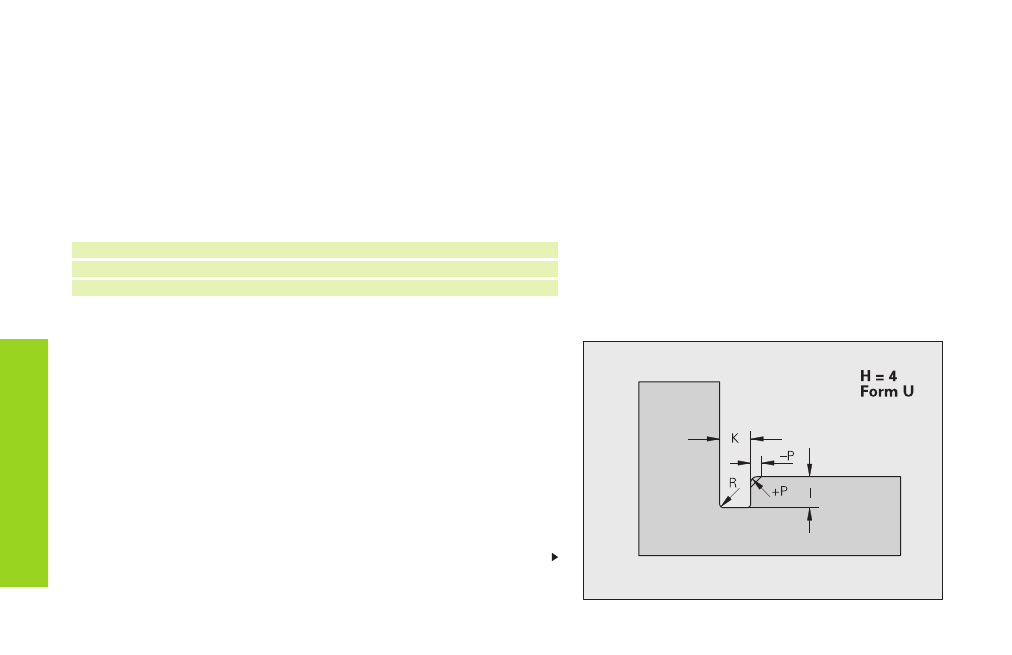
Dégagement de forme U (H=4)
Dégagement de forme U (H=4)
Paramètres
I:
Profondeur du dégagement (cote de rayon)
K:
Largeur du dégagement
R:
Rayon interne (aux deux angles de la gorge) – par défaut: 0
P:
Rayon externe/chanfrein – par défaut: 0
■
P>0: rayon de l'arrondi
■
P<0: largeur du chanfrein
El
é
ments de f
o
rm
e
pour d
é
finition du contour
Paramètres
H:
Type de dégagement – par défaut: 0
■
H=4: dégagement de forme U
■
H=0, 5: dégagement de forme DIN 509 E
■
H=6: dégagement de forme DIN 509 F
■
H=7: dégagement de filetage DIN 76
■
H=8: dégagement de forme H
■
H=9: dégagement de forme K