HEIDENHAIN CNC Pilot 4290 Pilot Manuel d'utilisation
Page 72
72
Cy
cles de t
our
nag
e
avec suivi du contour
Suite: cf. page suivante
Finition du contour G890
G890 effectue la finition de la zone de contour décrite par „NS, NE“.
Paramètres
NS,
NE: Numéro de séquence de début, de fin (référence à la section
de contour)
E:
Comportement de plongée
■
E=0: ne pas usiner les contours en poussant
■
E>0: avance de plongée
■
pas d'introduction: réduction d'avance en fonction de l'angle de
plongée – 50% max.
V:
Définition chanfrein/arrondi au début/à la fin de la section de
contour – par défaut: 0; le chanfrein/arrondi sera usiné:
■
V=0: au début et à la fin
■
V=1: au début
■
V=2: à la fin
■
V=3: pas d'usinage
■
V=4: seul le chanfrein/l'arrondi sera usiné – et non l'élément de
base (condition requise: la section du contour est composée d'un
élément de contour)
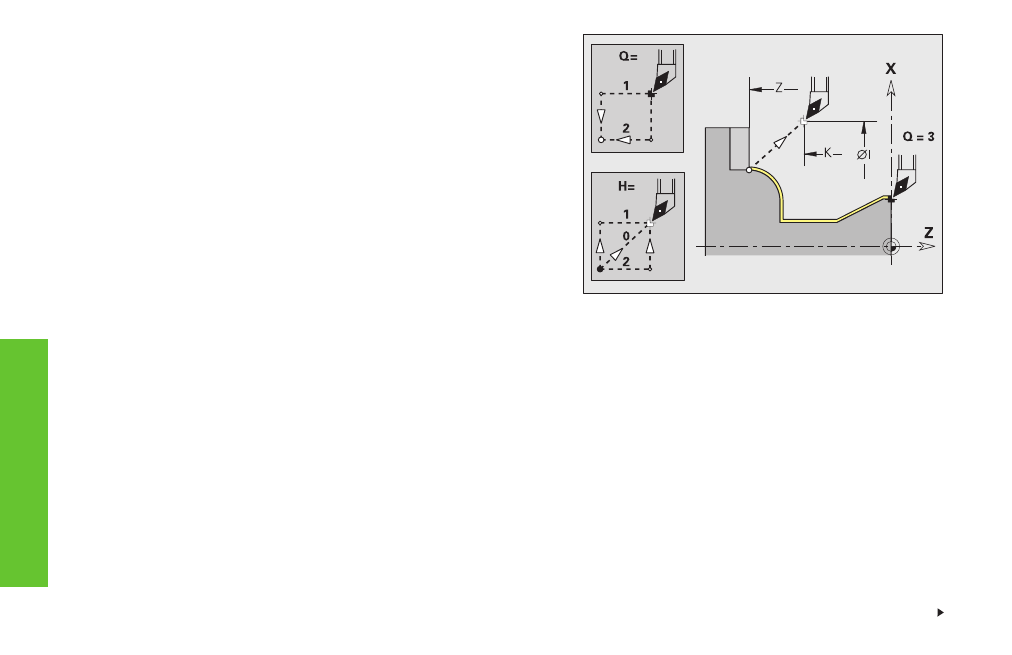
Q:
Mode d'approche – par défaut: 0
■
Q=0: sélection automatique – La CNC PILOT examine les
possibilités d'approche:
– approche en diagonale
– d'abord dans le sens X, puis Z
– à équidistance autour de l'obstacle
– omission des premiers éléments de contour si la position initiale
est inaccessible
■
Q=1: d'abord dans le sens X, puis Z
■
Q=2: d'abord dans le sens Z, puis X
■
Q=3: pas d'approche – L'outil est situé à proximité du point
initial de la section de contour
■
Q=4: finition restante
H:
Type de dégagement – par défaut: 3
L'outil est relevé sous 45° dans le sens inverse
du sens de l'usinage et se déplace à la position
„I, K” de la manière suivante:
■
H=0: en diagonale
■
H=1: d'abord dans le sens X, puis Z
■
H=2: d'abord dans le sens Z, puis X
■
H=3: demeure à la distance de sécurité
■
H=4: pas de mouvement de dégagement –
l'outil demeure à la coordonnée finale
X/Z:
Limitation de coupe (cote de diamètre X) – pas
d'introduction: pas de limitation de coupe
D:
Occultation d'éléments (agit sur l'usinage de
dégagements, de tournages libres et de
gorges: cf. tableau) – par défaut: 1