HEIDENHAIN CNC Pilot 4290 Pilot Manuel d'utilisation
Page 11
11
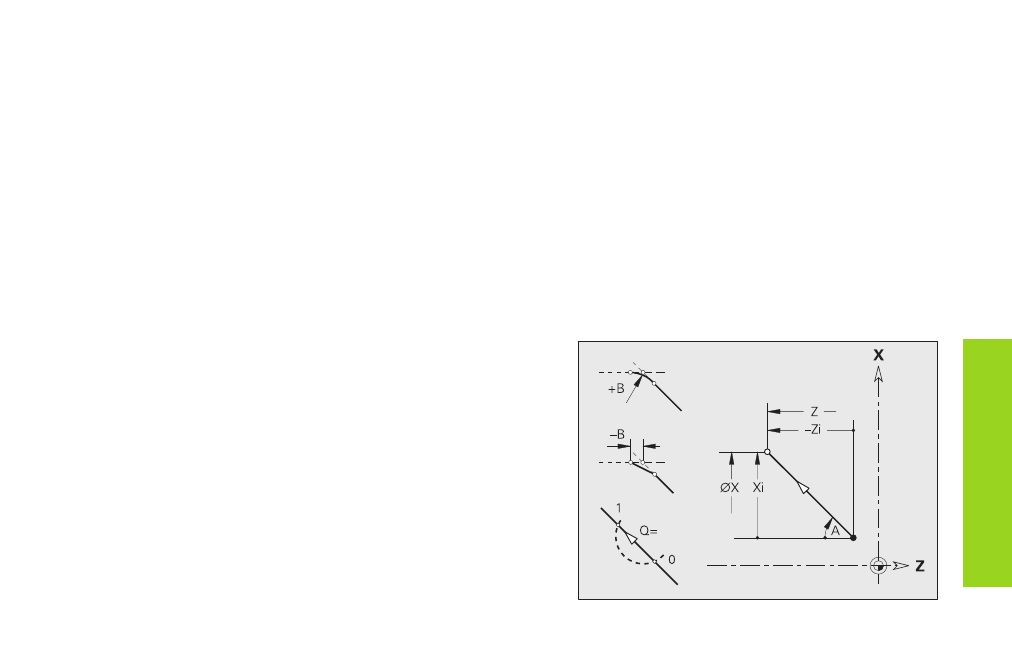
Droite sur contour de tournage G1-Géo
G1 définit une droite sur un contour de tournage.
Paramètres
X, Z: Point final (cote de diamètre X)
A:
Angle par rapport à l'axe de tournage – direction angulaire: cf.
figure d'aide
Q:
Point d'intersection – par défaut: 0
■
Q=0: point d'intersection proche
■
Q=1: point d'intersection éloigné
B:
Chanfrein/arrondi
■
B aucune introduction: raccordement tangentiel
■
B=0: raccordement non tangentiel
■
B>0: rayon de l'arrondi
■
B<0: largeur du chanfrein
E:
Facteur d'avance spéciale (0 < E
1) – par défaut: 1
(avance spéciale = avance active * E)
El
é
ments de base
pour la d
é
finition du contour
Point initial contour de tournage G0-Géo
G0 définit le point initial d'un contour de tournage.
Paramètres
X, Z: Point initial du contour (cote de diamètre X)