HEIDENHAIN CNC Pilot 4290 Pilot Manuel d'utilisation
Page 84
84
Arc de cercle G102
Arc de cercle G103
Usinag
e sur la f
ace
fr
ontale/ar
ri
è
re
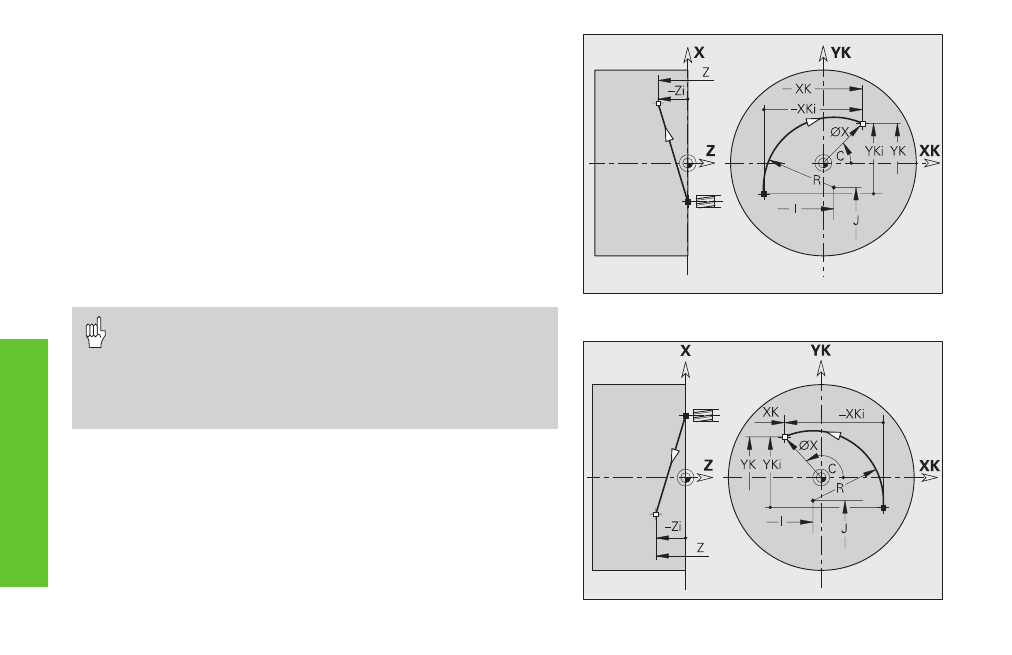
Arc de cercle sur la face frontale/face arrière G102 / G103
L'outil se déplace selon l'avance de travail en suivant une trajectoire
circulaire jusqu'au „point final“.
Paramètres
X, C: Point final, angle final
XK,YK: point final
R:
Rayon
I, J:
Centre (en coordonnées cartésiennes)
Z:
Profondeur finale – par défaut: Position effective en Z
H:
Plan circulaire (plan d'usinage) – par défaut:
■
H=0, 1: usinage normal sur face frontale (plan XY)
■
H=2: usinage dans le plan YZ
■
H=3: usinage dans le plan XZ
K:
Centre (sens Z) – seulement avec H=2, 3
• Programmez X, C ou XK, YK.
• Programmer soit le „centre“ soit le „rayon“.
• Introduction du rayon: Arcs de cercle possibles seulement
à
180°
• Si le point final est situé à l'origine des coordonnées,
programmez XK=0 et YK=0.