HEIDENHAIN CNC Pilot 4290 Pilot Manuel d'utilisation
Page 60
60
Cy
cles simples de t
our
nag
e
Cycle de répétition de contour G83
G83 exécute plusieurs fois les fonctions programmées dans les
séquences suivantes (déplacements simples ou cycles sans définition
du contour). G80 termine le cycle d'usinage.
Si le nombre de passes varie dans le sens de X et de Z, on travaille tout
d'abord dans les deux sens avec les valeurs programmées. La passe
est mise à zéro lorsque la valeur-cible et atteinte dans un sens.
Remarques concernant la programmation de G83
■
est seule dans la séquence
■
ne doit pas être programmée avec des variables K
■
ne doit pas être imbriquée, et pas davantage par l'appel de sous-
programmes
Position d'outil en fin de cycle: point de départ du cycle.
Paramètres
X/Z:
Point-cible du contour (cote de diamètre X) – pas d'introduction:
prise en compte de la dernière coordonnée X/Z.
I/K:
Plongée max. (I: cote de rayon) – par défaut: 0
• Correction du rayon de la dent:ne sera pas réalisée. – Vous
pouvez programmer séparément la CRD avec G40..G42.
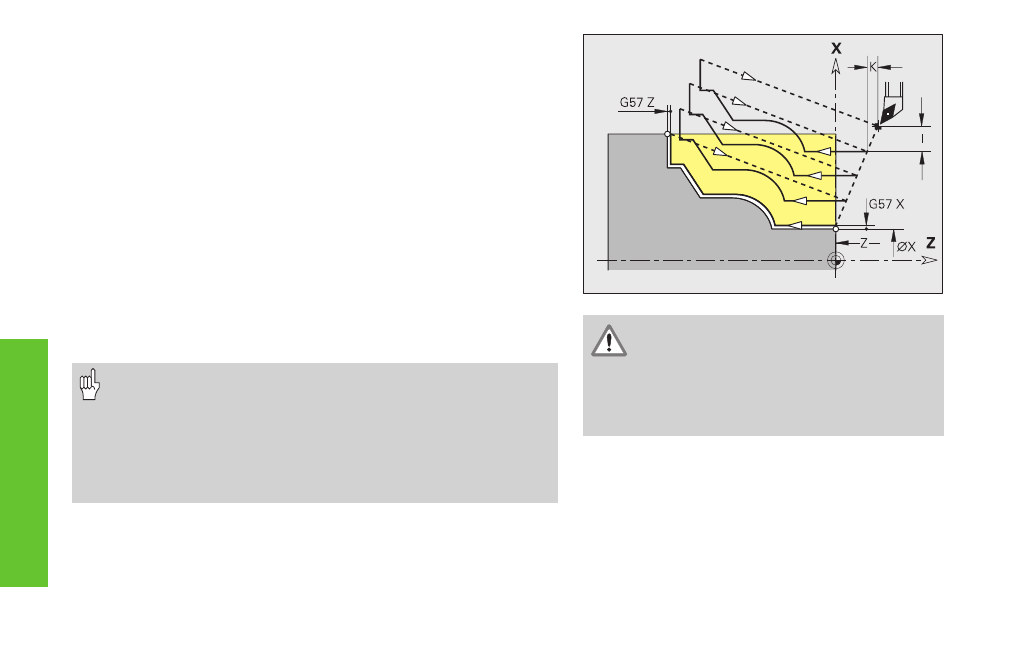
• Surépaisseurs: Les surépaisseurs G57 sont compensées; les
surépaisseurss G58 sont prises en compte si vous travaillez
avec la correction CRD. Les surépaisseurs restent actives
après la fin du cycle.
• Distance de sécurité après chaque coupe: 1mm.
Attention, risque de collision !
Après une coupe, l'outil retourne en diagonale
afin de se positionner pour la coupe suivante.
Si nécessaire, programmez une autre
trajectoire en avance rapide afin d'éviter une
collision.